


Часто з’єднання металів проводиться зі застосуванням зварювального обладнання. Зварювання може проходити в домашніх умовах, для чого достатньо дотримуватися рекомендацій професіоналів. Зварювання чавуну в порівнянні з іншими металами проходить набагато складніше, що пов’язано з особливими властивостями матеріалу. Нерідко зварювання чавуну в домашніх умовах призводить до утворення низькоякісного зварного шва. Термічна обробка стає причиною підвищення крихкості металу, в місці зварювання можуть з’явитися тріщини і інші дефекти. Розглянемо всі особливості даного процесу докладніше.

Зварювання чавуну
Особливості зварювання чавуну
Чавун характеризується великою концентрацією вуглецю в складі (від 2 до 6%), що визначає підвищену крихкість. Крім цього, в складі є досить велика кількість шкідливих домішок, наприклад, фосфор, сірка і марганець. Останнім часом проводиться і легування чавуну: додаються хром, нікель, молібден і так далі.
Розглядаючи зварюваність чавуну, слід враховувати, що багато в чому цей показник залежить від хімічного складу металу. Від виду використовуваних домішок залежить те, якими саме властивостями буде володіти чавун.
Низька вартість матеріалу, простота у виробництві і його висока оброблюваність визначають особливості зварювання чавуну. Розглядаючи особливості проведення зварювання, відзначимо нижченаведені моменти:
- Погана ступінь зварюваності пов’язана з незвичайною структурою розглянутого матеріалу.
- Виділяють метал з тонкодисперсним зламом. Він має підвищену зварюваність.
- Промисловий чавун практично не піддається зварюванню, що також можна пов’язати з особливостями структури матеріалу.

Зварений шов у чавунного виробу
Отримувані деталі з чавуну можуть володіти високою крихкістю. При проведенні зварювання слід враховувати такі особливості процесу:
- Чавун має підвищену плинністю при нагріванні, тому зварювання рекомендують проводити в нижньому положенні.
- Через високу концентрацію вуглецю при його нагріванні і вигорянні утворюються пори. Саме тому одержуваний шов має високу крихкістю.
- Знижена пластичність стає причиною виникнення внутрішніх напружень. Вони призводять до появи великої кількості тріщин, в результаті чого з’єднання не володіє вимагається міцністю.
- У розплавленому стані метал починає окислюватися. Отримана окис має більш високу температуру плавлення, ніж оброблюваний матеріал.
При ручному дуговому зварюванні досить часто утворюються дефекти у вигляді тріщин. Перед роботою з даним матеріалом детально вивчається його склад і структура.
Підвищити якість одержуваного шва можна при:
- виключення ймовірності перегріву чавуну на момент зварювання;
- зниженні ймовірності виникнення напружень, що приводять до структурної деформації.
Існує досить велика кількість методів зварювання розглянутого металу, кожен має свої певні переваги і недоліки.
Способи зварювання чавуну
Розглядаючи способи зварювання чавуну, відзначимо, що для цього може використовуватися саме різне обладнання. Великого поширення набула електрозварювання напівавтоматом в середовищі вуглекислого газу.
Провести класифікацію проведеної роботи можна наступним чином:
- Зварювання при виготовленні.
- З’єднання металу при проведенні ремонту або відновлення вироби.
- Зварювання при складанні чавунних виробів.

Зварювання чавуну аргоном
Технологія зварювання чавуну аргоном також останнім часом поширена. Зварка чавуну аргоном застосовується для відновлення сталевих шпильок або виконання іншої подібної роботи.
Холодний спосіб
Зварювання чавуну електродом в домашніх умовах може проводитися для з’єднання різних деталей. Як електрод застосовується ОЗЧ-2 з мідним стрижнем. У продажу зустрічаються і інші варіанти виконання електродів, які на сьогоднішній день вважаються дефіцитними через складнощі, що виникають при їх виготовленні.

Холодне зварювання чавуну
Технологія холодного зварювання чавуну характеризується наступним чином:
- Оброблений подібним чином метал має кращу оброблюваністю різанням.
- Розглянуті електроди мають високу вартістю, є дефіцитним матеріалом.
- У побуті може використовуватися електрод мідно-сталевого типу.
Холодне зварювання чавуну електродами проводиться при низькому струмі, так як нагрів металу може погіршити якість одержуваного шва. Крім цього, робота повинна проводиться з періодичними перервами, так як потрібен час для охолодження металу.
Виготовити електроди можна самостійно. До особливостей процесу їх виготовлення можна віднести нижченаведені моменти:
- В якості основи можуть використовуватися мідний дріт.
- Стрижень очищається від забруднень органічним розчинником.
- Покриття представлено поєднанням крихти з залізних електродів, а також порошку з дрібних залізних тирси.
- Отримана суміш з’єднується з рідким склом.
- Покривається стрижень шаром товщиною не менше 2-х міліметрів.
- Сушка проводиться на відкритому повітрі, після чого проводиться запікання нанесеного складу. Для нагріву середовища може використовуватися звичайна духовка, так як температура запікання відносно невисока.
При застосуванні саморобних електродів створюється недовга дуга, а також незмінний струм. Не варто забувати про те, що слід залишати метал для його охолодження. Рекомендована температура становить 50 градусів Цельсія. Для забезпечення високої якості одержуваного шва слід його накладати маленькими частинами, довжина яких становить 30-50 міліметрів. За рахунок цього виключається ймовірність появи тріщин.
Гарячий спосіб
Гаряче зварювання чавуну набагато складніше холодної технології. Незважаючи на виникаючі труднощі, її останнім часом застосовують вкрай часто, так як подібний метод дозволяє уникнути тріщин в перехідних областях шва. Рекомендується проводити рівномірне нагрівання металу, що і дозволяє уникнути появи розломів і тріщин.
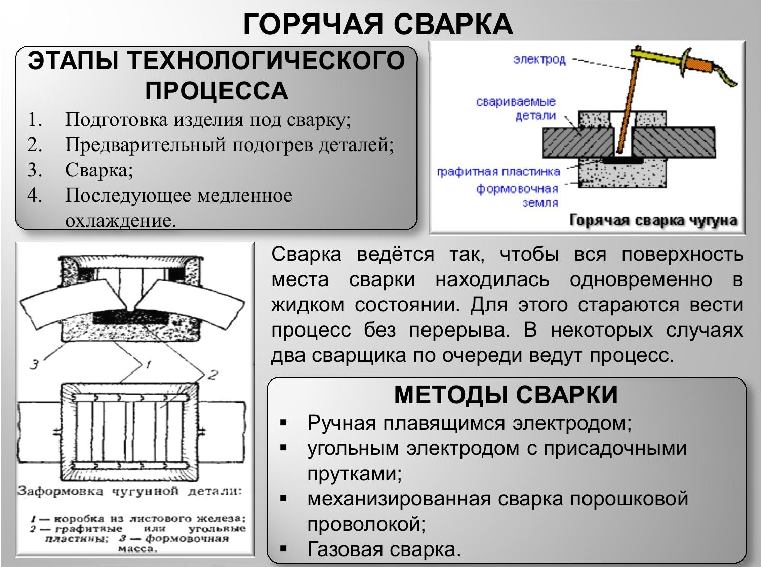
Гаряче зварювання чавуну
До особливостей подібної технології можна віднести нижченаведені моменти:
- Перед нагріванням матеріалу слід закріпити в підготовленому каркасі. За рахунок цього знижується ймовірність виникнення напружень. Саме напруга призводить до появи тріщин.
- Обов’язково слід використовувати жорсткий каркас в тому випадку, якщо проводиться локальний нагрів розглянутого матеріалу.
- У більшості випадків нагрів проводиться за допомогою індуктора з використанням струмів промислової частоти. Крім цього, можуть застосовуватися полум’яні пальника і паяльні лампи, сурми.
- Для заварки наскрізних тріщин застосовуються графітові форми. При їх виготовленні прийнято застосовувати графітові пластинки, які з’єднуються з формувальної сумішшю.
- Перед проведення зварювальних робіт слід підготувати місце шва. Підготовка передбачає видалення пилу і бруду, які можуть стати причиною погіршення якості одержуваного шва.
Також виділяють кілька рекомендацій, пов’язаних з особливостями даної технології:
- Потрібно контролювати обсяг розплавленого матеріалу під час проведення роботи. Для цього під час зварювання розплавлений склад змішується з кінцем присадного стержня або електрода.
- Охолодження слід проводити рівномірно. Для того щоб виключити занадто швидке охолодження металу заготівля засипається деревним вугіллям або гарячим піском. Як показує практика, на охолодження невеликих деталей йде від 3 до 40 годин, більші можуть остигати протягом 5-ти діб.
- На момент нагріву метал може окислюватися. За рахунок цього істотно підвищується температура плавлення, що ускладнює процес зварювання. Для виключення вірогідності окислення металу застосовуються флюси на борної основі.
Газове зварювання чавуну
Газове зварювання чавуну має досить велику кількість особливостей, які визначають популярність технології. До особливостей цієї технології віднесемо нижченаведені моменти:
- Газове зварювання дозволяє отримати якісне з’єднання. Для цього можна використовувати пальник, яка працює на різному типі палива.
- Подібна технологія дозволяє провести відновлення деталей. Прикладом назвемо випадок, коли до виробу потрібно приєднати пошкоджену частину.
- При застосуванні подібної технології можна провести більш рівномірний нагрів заготовки. За рахунок цього отримується шов буде якісним також менш крихким.
Ця інформація визначає те, що при застосуванні технології ручного дугового зварювання газом проводиться нагрів оброблюваної поверхні. В якості присадного матеріалу застосовуються литі чавунні прути.
Високу ефективність має технологія газового зварювання із застосуванням прутів з латуні. У цього сплаву температура плавлення набагато нижче, ніж у оброблюваного чавуну.
До особливостей технології віднесемо наступні моменти:
- Процедура передбачає застосування різного флюсу, який не дозволяє утворитися окису.
- Кромки оброблюваних тріщин слід нагріти до температури близько 900 градусів Цельсія, після чого поверхня покривається флюсом.
- Наступний крок полягає в обробці країв латунню.
Вся наведена вище інформація визначає те, що зварювання чавуну утруднена. Лише тільки дотримання всіх рекомендацій дозволяє отримати якісне з’єднання, яке прослужить довше.
На закінчення відзначимо, що для проведення зварювання слід вибирати менш тугоплавкий чавун. Прикладом можна назвати ковкий чавун, який менш сприйнятливий до утворення внутрішніх дефектів.