


Найпопулярнішою технологією для створення нероз’ємного з’єднання між двома металевими деталями на сьогоднішній день є зварювання. Без неї не обходиться жодне виробництво або промислове господарство. Залежно від застосовуваних матеріалів і апаратів, існує багато класифікацій і різновидів даної технології. Розглянемо один з найбільш затребуваних методів – ручне та механізоване аргонне зварювання неплавким електродом.
ЩО ТАКЕ АРГОННЕ ЗВАРЮВАННЯ
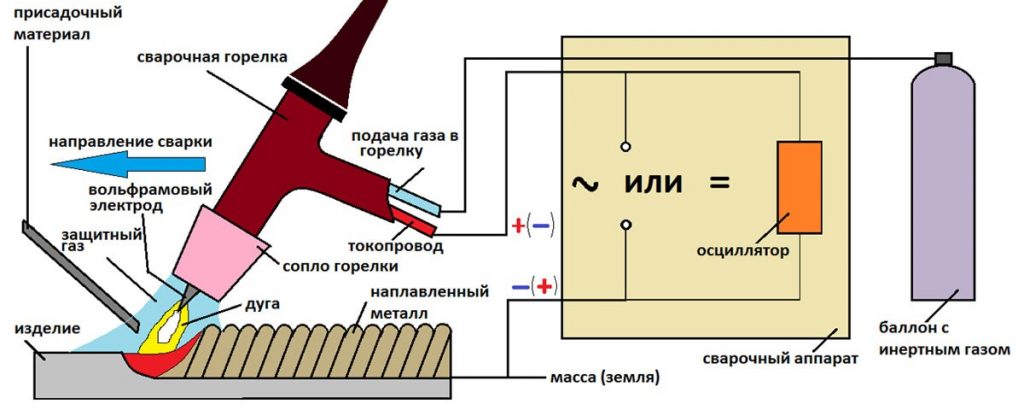
Спосіб зчеплення двох металевих деталей, який реалізується за рахунок утворення електричної дуги і застосування додаткового газу – аргону називається аргоннодуговим зварюванням. Весь процес відбувається за рахунок того, що дуга забезпечує високу температуру, плавить метал робочого виробу і спеціальний присадний пруток, утворюючи при цьому зварний шов. Аргон, в свою чергу, виконує роль ізолятора і захищає розплавлену металеву масу в зварювальній ванні від окислення. Якщо ж туди опадає кисень або будь-який інший газ із зовнішнього середовища, виникає окислення, яке негативно впливає на якість спайки. Деякі метали можуть вступити в реакцію і спалахнути. Аргон володіє такими хімічними властивостями, які не дозволяють кисню з’єднатися з металом.
Аргонне зварювання може виконуватися двома способами:
- плавким, який використовується для підпалу і одночасно є паяльним матеріалом. Тобто, провідник плавиться і надає масу для освіти шва. Це відбувається за рахунок складу його покриття. Детальніше про метод електродом можна прочитати тут.
- не плавким, в якому сам провідник виготовлений з вольфраму – матеріалу, який дуже складно піддається плавці, навіть під впливом високих температур. Під час роботи, температура середовища близько 2000 градусів, а для плавлення вольфраму необхідно не менший ніж 3600 градусів. Такий прут використовується виключно для підпалу і створення дуги. Додатковий матеріал, який є припоєм, подається вручну окремо.
Сплав в середовищі аргону реалізується за двома технологіями:
- TIG – ручне аргонне зварювання неплавким електродом;
- MIG – автоматичне аргонодугове зварювання неплавким електродом.
Ці методики можна застосовувати і в домашньому господарстві, так як вони найпростіші, і у виробництві. Але для більш професійного варення застосовуються ще інші, високоточні технології.
ЗВАРЮВАЛЬНИЙ АПАРАТ
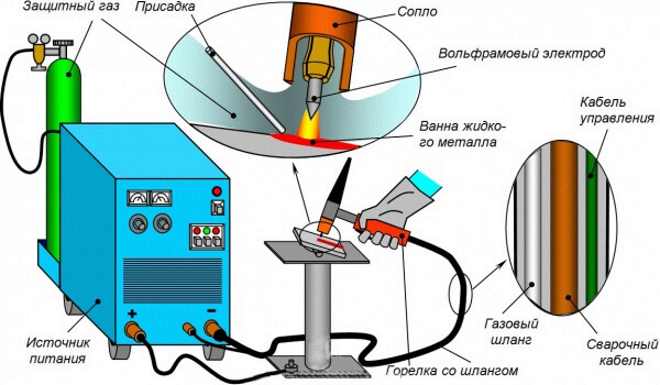
Дугове зварювання в захисному газі не плавким електродом, здійснюється за допомогою спеціального обладнання – зварювального апарату. Він складається з наступних елементів:
- газова установка, що забезпечує своєчасну і рівномірну подачу аргону;
- джерело живлення, яке ділиться на два види – інвертори і трансформатори.
- механізм подачі дроту, яка виконує ролі припою;
- пальник;
- додаткові комплектуючі.
Що стосується джерел живлення, то інвертори більш затребувані, ніж трансформатори. Це пов’язано з тим, що вони можуть працювати як в режимі постійного, так і змінного струму. Інвертор використовується в будь-яких умовах промисловості або будинку. Працюють вони від звичайної електричної розетки в 220В. Під час роботи в середовищі аргону, вкрай небажані перепади напруги, тому інвертором варити набагато краще, якісніше і швидше, ніж трансформатором.
Пальник – це основна деталь, яка має бути присутня для даного способу скріплення деталей. Її конструкція може бути різною, так як для вольфрамової пайки і зварювання плавиться провідником застосовуються трохи різні деталі. Наконечник пальника (сопло) відповідає за ряд параметрів, основний з яких подача захисного газу в процесі пайки. Її швидкість залежить від діаметра сопла, чим він менший, тим подача сильніше. Найчастіше він виготовляється з кераміки, щоб не плавитися і не піддаватися деформації під впливом високої температури в робочому середовищі.
Газовий балон може бути будь-якого обсягу, від цього і залежить частота переривань дуги для заправки.
Крім зварювального апарату для роботи знадобляться засоби індивідуального захисту – рукавиці, роба і маска, яка потрібна для захисту очей від ультрафіолетових опіків .
ДОДАТКОВІ МАТЕРІАЛИ
Аргонне зварювання в захисному газі не плавким електродом, вимагає, крім основного апарату, додаткові аксесуари. Розглянемо найнеобхідніші:
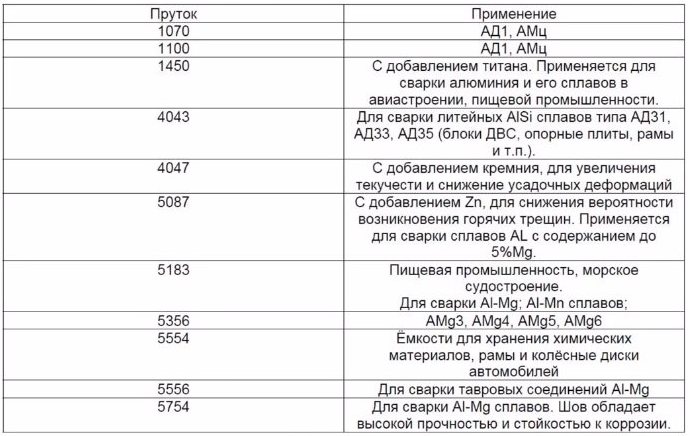
- присадочні прутки, виконані з різного матеріалу, підходять для створення якісного шва на різних металах – кольорових, сталевих, нержавіючих і т.д. Для вироби з різних металів існують відповідні прутки – алюмінієві, нержавіючі, чавунні, мідні і безліч інших. Вони служать додатковим матеріалом, які виконують роль припою. Тобто, не плавляться провідник забезпечує зварювальну дугу і високу температуру, а прут плавиться для створення доріжки. Присадні прутки застосовуються в режимі ручного дугового зварювання неплавким електродом в захисних газах. Приклади використання прутів для різних видів сплавів можна побачити в таблиці:
- дріт – це додатковий матеріал, який застосовується в якості припою для автоматичної аргонодугового зварювання плавляться. Вона подається в механізованому режимі з котушки, встановленої в зварювальному апараті. Так само, як і прути, дріт виконується з різних матеріалів, для застосування на різних металах.
- газ для зварювання є основним витратним матеріалом. Механізоване аргонне зварювання плавким провідником або дротом не може бути без інертного газу, що виконує основну захисну функцію. Замість аргону, в силу його високої вартості, іноді зварювальники замінюють його на гелій або вуглекислий газ. Його склад визначається типом металу, який підлягає зварюванню. Балони бувають різного літражу, на 5, 10, 20, 40 літрів і так далі. Обсяг газу в балоні залежить від тиску. Наприклад, в 10-ти літровому балоні при тиску 150атм знаходиться 10х150 = 1500 літрів аргону (1атм).
- додаткові аксесуари – це шланги, фітинги та інші деталі, необхідні для роботи. Вони мають особливість зношуватися тому вимагають періодичної заміни. Вибираючи довжину шланга, рекомендується простір між встановленим апаратом і робочою зоною.
Всі вищеописані матеріали необхідно купувати відповідно до якості металу і місцем роботи. Необхідна ретельно стежити за справністю і придатністю кожного з них. Ці доповнення є незамінною і важливою частиною робочого процесу.
НАЛАШТУВАННЯ ПАРАМЕТРІВ ДЛЯ ЗВАРЮВАННЯ
Механізоване скріплення деталей електродом має на увазі застосування інертного середовища для захисту шва від окислення, яке провокує виникнення дефектів. Крім рівного та якісного шва майстру необхідно уважно стежити за тим, щоб ванна не виходила за межі газової хмари. Таким чином, спочатку включається газ, а потім вже відбувається підпал і збудження дуги. Це найважливіший момент. Якщо зробити навпаки, то розплавляється метал змішається з киснем і через окислення шов в результаті вийде неякісним. Так само і закінчується робота. Спочатку забирається дуга, а газ ще подається близько 10 секунд для того, щоб матеріал кристалізувався без окислення. По можливості рекомендовано газ подавати з двох сторін від зварювання, щоб забезпечити надійний захист. Таким чином, знижується ризик реакції з киснем.
Механізована аргонодуговая зварювання плавиться і не плавиться, настройки проводяться відповідно до моделі апарата. Як правило, вони прописані в інструкції, або ж їх можна подивитися в загальноприйнятих зварювальних таблицях. При ручній технології, майстер сам контролює подачу дроту. Її потрібно тримати перед пальником чітко у напрямку доріжки під певним кутом. Цей кут залежить від товщини шва і швидкості розплавлення металу, яка, в свою чергу, залежить від виду металу, з якого виконані зварюються вироби.
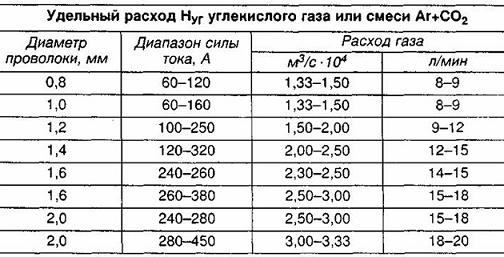
Що стосується режиму подачі газу – ця величина постійна. Вона прописана в таблицях ГОСТу про застосування різних газів для автоматичного і ручного технології зварювання металів.
Найскладніше при настройках режиму – це величина струму. Вона виставляється і регулюється, відштовхуючись від багатьох чинників. По-перше, велику роль відіграє тип металу, наприклад, тонколистові пластини потрібно зварювати на низьких токах, щоб уникнути пропала або деформації. По-друге, важливо враховувати тип шва і розташування деталей під час роботи. При здійсненні вертикального шва , ток повинен бути низьким, щоб і дугу утримати, і в той же час не допустити розтікання розплавленої металевої маси.
Новачкові важливо врахувати, що настройки для різних типів зварювальних робіт і матеріалів будуть різними.
ЯК ПРАВИЛЬНО ВАРИТИ АРГОНОДУГОВОГО ЗВАРЮВАННЯМ
Щоб правильно з’єднати два вироби в одне ціле, потрібно врахувати три основні чинники:
- Правильні настройки, від яких безпосередньо залежить весь процес. Тобто потрібно відрегулювати подачу прута, газу, струму, щоб утримувати потрібну дугу.
- Майстерність зварника. Коли всі налаштування зроблені, необхідна певна майстерність і «набита рука», завдяки чому майстер зможе утримувати дугу при безперервному створенні якісного шва. При неправильної подачі прута і періодичної втрати дуги немає сенсу сподіватися на «правильне» з’єднання.
- Робоче місце – це одна із запорук успішної роботи апаратом. Важливо, щоб майстру нічого не заважало під рукою, щоб було місце здійснювати маневри і встановити агрегат. Крім цього стіл повинен бути з жароміцного матеріалу, як і навколишнє середовище. Необхідно особливу увагу приділити тому місцю, де буде розташовуватися деталь. Для якісного з’єднання її потрібно зафіксувати, інакше зрушення вплинуть на шов. Також потрібна хороша вентиляція, так як при зварюванні виділяється багато шкідливих речовин, але важливо, щоб не було протягу, який може негативно відбитися на роботі.
ПОРАДИ ВІД ФАХІВЦІВ
Фахівці з багаторічним стажем зварювання в інертних газах, з використанням плавкого і не плавкого провідника підготували для новачків ряд порад:
- газ краще подавати з іншого боку зварювальної доріжки, це значно підвищить якість, але, правда, збільшить витрати;
- щоб знизити фінансові витрати на додаткові комплектації, можна придбати не чистий аргон, а суміш його з іншими газами;
- успіх залежить від кількості спроб, тому не варто засмучуватися, що не виходить з першого разу, необхідно багато тренуватися;
- не варто забувати про правильні налаштуваннях апарата;
- перед пайкою великих виробів, потрібно провести пробний шов на невеликих заготовках або на ділянці, який є не настільки важливим або невидимим;
- точнішу інформацію з налагодження на різні режими роботи можна дізнатися у виробника апарату. Тобто, перед експлуатацією необхідно прочитати інструкцію і проконсультуватися з фахівцем.
На відео показано практично, що таке монолітне з’єднання деталей прутами і як відбувається рівний і красивий шов за допомогою не плавкого електроду.