


Газове зварювання – вид зварювання при якому плавлення крайок і присадочного матеріалу відбувається за рахунок високої температури горіння суміші горючого газу і кисню. Для газового зварювання застосовують ацетилен, пропан-бутан, метан, МАФ та інші горючі гази.
Газове зварювання застосовується в польових умовах, коли немає доступу до електричної мережі або в дрібносерійне виробництво. Значно більше застосовується технологія газового різання через високу продуктивності і хороші якості різу.

Фото. Процес газового зварювання
Сутність процесу газового зварювання
У пальник з балона або ацетиленового генератора по шлангах надходить горючий газ. На інший вхід пальника подається кисень з балона. Після відкриття вентилів на пальнику з наконечника виходить суміш горючого газу і кисню, яку необхідно підпалити. Палаючу суміш газів прийнято називати зварювальне полум’я.
Висока температура зварювального полум’я (до 3000 ° C) при наближенні до крайок зварювального з’єднання та присадочного дроту розплавляє їх. Розплавлений метал присадного дроту і основного металу формують зварювальну ванну. Також суміш газів служить засобом захисту зони зварювання від шкідливого впливу навколишнього середовища.
У міру переміщення газозварником полум’я вздовж осі шва зварювальна ванна кристалізується і виходить зварювальний шов.
Обладнання для газового зварювання
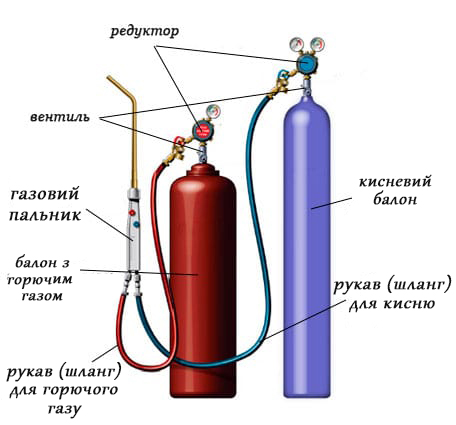
У комплект обладнання для газового зварювання входять балони для горючого газу і кисню, гумові рукави (шланги), редуктори, газовий пальник. Горючий газ можна також отримувати з ацетиленового генератора.
Комплект для газового зварювання
В якості присадочного матеріалу при газовому зварюванні використовують дріт або прутки. Присадка повинна бути за хімічним складом максимально близька, до складу основного металу.
Газове зварювання – техніка і режими виконання
Існує два способи газового зварювання – лівим і правим способом. Відмінності між способами в напрямку руху пальника і присадного дроту.
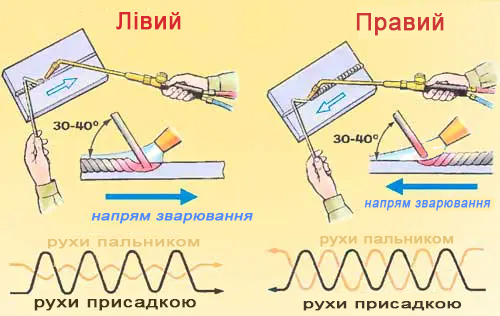
Техніка газового зварювання правим і лівим способом
При зварюванні правим способом пальник спрямований в бік шва який кристалізується . Переміщення зліва направо. Зварювання правим способом рекомендують застосовувати для деталей товщиною понад 3 мм. У деталей повинна бути оброблення крайок, а при великих товщинах кут оброблення зменшують. Теплова енергія більш зосереджена, ніж при зварюванні лівому способі. Якщо товщина деталей більше 8 мм роблять коливальні рухи мундштуком пальника. Деталі тонше зазначеної товщини можна робити без маніпуляцій мундштуком. Кінець присадочного дроту слід тримати зануреним в зварювальну ванну, переміщати разом з пальником та виконувати спиралеподібні руху
При зварюванні лівим способом пальник спрямована в бік крайок. Напрямок зварювання зліва направо. Цей спосіб застосовують для з’єднання деталей не товще 3 мм або для легкоплавких металів. Присадні дріт ведуть перед полум’ям, а її кінець повинен знаходиться в відновлювальної зоні зварювального полум’я. При зварюванні даними способом факел полум’я гірше захищає метал від впливу з навколишнім середовищем.
Переваги та недоліки газового зварювання
переваги
- Основною перевагою газового зварювання прийнято вважати її незалежність від джерел електроенергії, це дозволяє застосовувати її в польових умовах.
- Обладнання для газового зварювання мобільно і транспортабельність.
- При зварюванні тонколистових конструкцій важче пропалити метал.
недоліки
- Недоліком газового зварювання є велика залежність від кваліфікації і досвіду зварника.
- Низька продуктивність процесу зварювання, тому даний спосіб не застосовується для серійного виробництва металоконструкцій.
- Велика зона термічного впливу, в порівнянні з іншими методами зварювання Відео ролик про основи та особливості газового зварювання.