


Види зварювання – класифікація

Види зварювання поділяють по основних фізичних, технічних і технологічних ознаках. Залежно від форми використовуваної енергії для створення нероз’ємних з’єднань способи зварювання класифікують на класи. Також стандартом введена класифікація в залежності від джерела енергії використовуваного для зварювання по якій технологічні процеси поділяють на види. Такі щаблі класифікації та ознаки відносять до фізичних. До технічних ознак відносять: спосіб захисту зони зварювання, ступінь механізації способу зварювання, безперервність зварювання. Технологічні ознаки прийнято встановлювати для кожного виду зварювання окремо.
Класифікація видів зварювання за класами
Види зварювання належать до термічного класу: дугове, електрошлакове, електронно-променеве, іонно-променеве, плазменно-променеве, тліючим розрядом, світлове, індукційне, газове зварювання, термітне, ливарне зварювання. Види зварювання термомеханічного класу: контактне, дифузійна, індукціоннопрессовая, газопрессовая, термокомпрессіонной, дугопрессове, шлакопрессове, термітнопресовая, пічне зварювання. До механічного класу відносять: холодну, ультразвукову, магнітоімпульсну, зварювання тертям і вибухом .
Зварювання електрострумом ділиться на 2 принципових класи: недугове і дугове.
Недугове зварювання частіше називають контактним. У контактному зварюванні електроди, що подають струм, прикладаються безпосередньо до металу, який зварюють. Крізь метал, розташований між піднесеними електродами, подається короткий, але дуже потужний розряд струму (тисячі ампер). Сплавлення при цьому виходить тільки між прикладеними електродами. Якщо електроди розташовані прямо один проти одного, то зварене з’єднання виходить точковим. Хоча точкове зварювання – не єдиний вид контактного зварювання, але зате найпоширеніший. Тому поняття «точкового зварювання» і «контактного зварювання» часто використовують у вигляді синонімів. Напруга точкового зварювання становить лічені вольти. Тому контактне зварювання застосовується переважно для скріплення тонколистового металу. Наприклад, в автомобілебудуванні.

У будівництві набагато більшого поширення набуло електродугове зварювання. При зварці між джерелом струму (електродом) і зварюваним металом знаходиться невеликий проміжок, що заповнюється електричною дугою. Помилково припускати, що це проміжок повітря. Це проміжок іонізованого газу, який проводить струм. Дугове зварювання, як ми його уявляємо сьогодні, без газу неможливе. Просто газ може подаватися з окремого балона, а може утворюватися в результаті горіння обмазки електрода.
Найпоширенішими в будівництві є такі технології:
- ММА (у вітчизняній класифікації – ручна дугова зварка, або РДС)
- TIG (аргоно-дугове)
- MIG-MAG (напівавтоматичне, дротом).
ММА
Популярність цього виду зварювання зумовлена якраз відсутністю необхідності тягати з собою балон з газом. Обмазка електрода – і є «застигла» газова хмара. Як тільки електрод торкнеться металу і отриманий струм короткого замикання розплавить метал електрода, розплавиться і обмазка навколо нього. Хмара газу забезпечить провідну іонізовану середу для дуги і захист розплавляємого металу від доступу кисню.
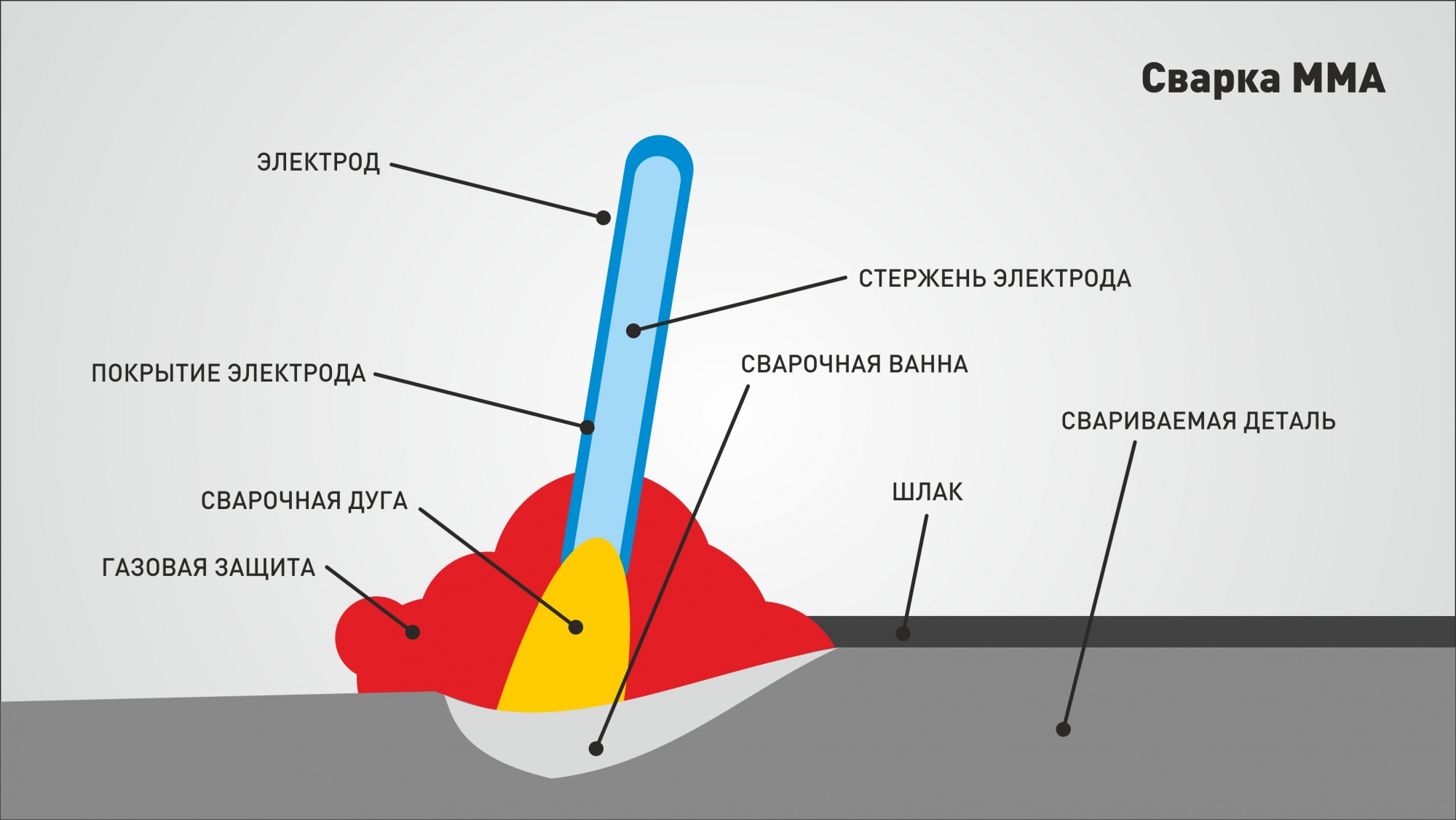
Електроди підбираються за типом металу і діаметром. Тип металу важливий, так як в процесі роботи метал стрижня електрода крапля за краплею перетікає в зварюваний метал і сплавляється з ним. Для міцного з’єднання метал стрижня електрода і зварюваний метал повинні бути ідентичні. На упаковці електродів завжди вказується, для яких металів підходять дані електроди.
Після того, як визначилися з типом електрода, необхідно визначитися з його товщиною. Питання новачка: навіщо потрібні електроди різних діаметрів? Все просто. Чим товщі електрод, тим більше сила струму, яка його може розплавити. Те ж саме зі стінками зварюваного металу. Тому товщина електрода підбирається під товщину металу, що зварюється. Для чорних металів рекомендується:

Технологія ММА дозволяє працювати з більшістю поширених металів, за винятком алюмінію і сплавів на його основі. Хоча теоретично і це можливо за наявності помічника, якщо домогтися, щоб зачищені алюмінієві поверхні не встигали покритися плівкою до розплавлення. Але правильніше, звичайно, просто використовувати відповідні для цього передбачені зварювальні технології.
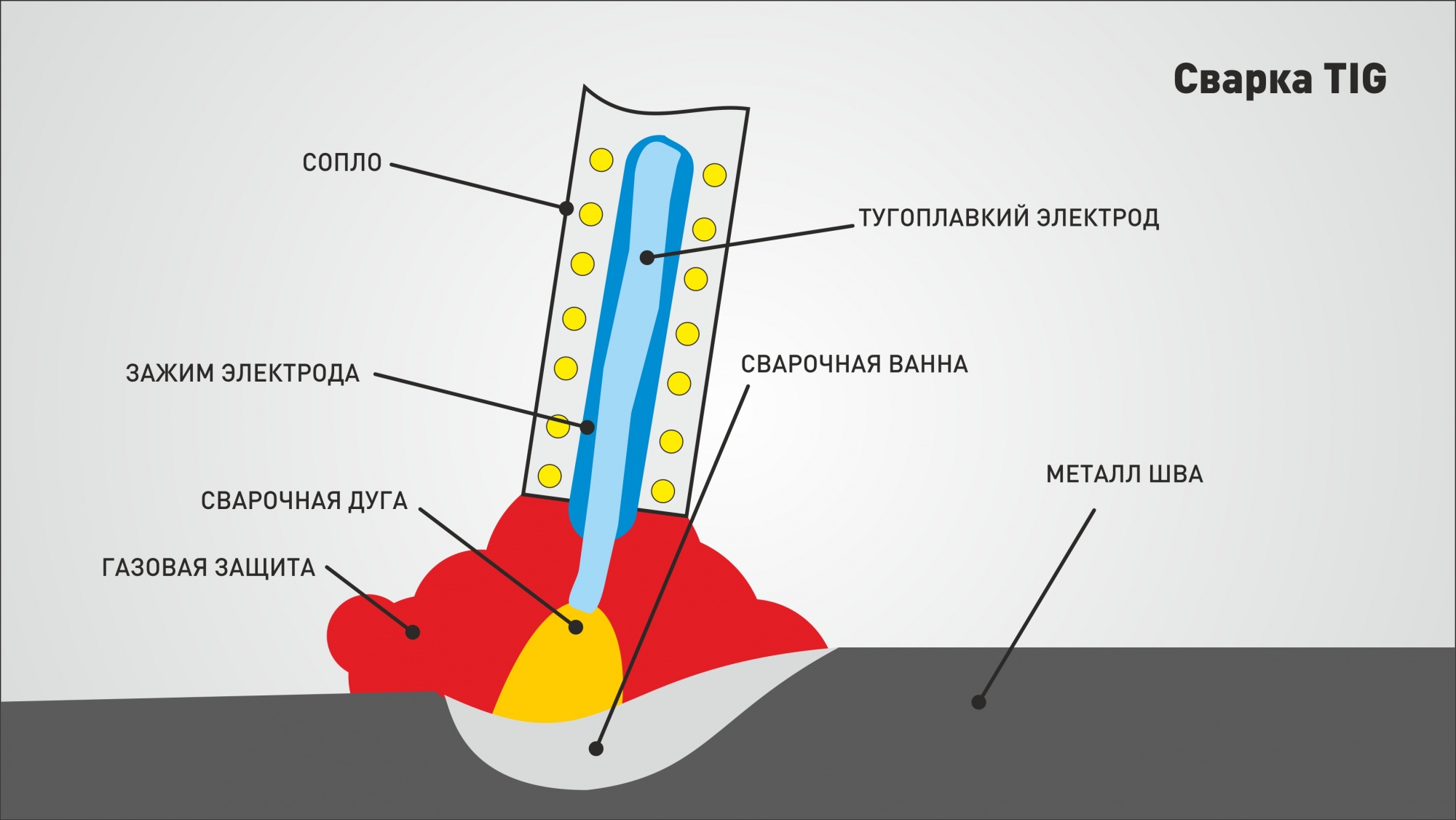
TIG
Споживачі зварювання TIG – суцільно професіонали і просунуті користувачі, причому майже поголовно не будівельні напрямки. TIG забезпечує більш акуратні шви, але сильно поступається ММА в продуктивності і простоті використання.
Наприклад, багато «любителів», відточивши свою майстерність на апаратах ММА, відчувають досаду від невдач при першому досвіді з TIG. Виявляється, на відміну від ММА, запалити дугу апаратом TIG, якщо тільки він не обладнаний таким пристроєм, як осцилятор, непросто. (А практично всі апарати «2 в 1» не обладнані, звичайно). Чиркає зварювальник вольфрамовим електродом – іскра є, а дугу підняти не виходить. Але ось бувалий зварювальник підкладає під електрод шматочок вугілля – і дуга пішла без проблем. Не випадково, що в продажах роздрібних магазинів спеціалізовані апарати TIG рідко перевищують частку в 1%.

Окремої згадки в зварюванні TIG заслуговують апарати з можливістю перемикання на режим змінного зварювального струму, т.зв. AC / DC. Ось ці апарати і є основним обладнанням для зварювання алюмінію. Саме вони переважно і складають цей самий 1% TIG в роздрібних продажах зварювального устаткування.
MIG-MAG
Напівавтоматичне зварювання дротом застосовується в основному для зварювання листового металу. Тому традиційно її основна сфера застосування – кузовний ремонт, а також будівництво конструкцій з чорного тонколистового металу. Використання дроту замість змінних електродів сильно підвищує продуктивність. На побутових апаратах використовуються котушки ємністю 1 і 5 кг, а на професійних – 5 або 15 кг.
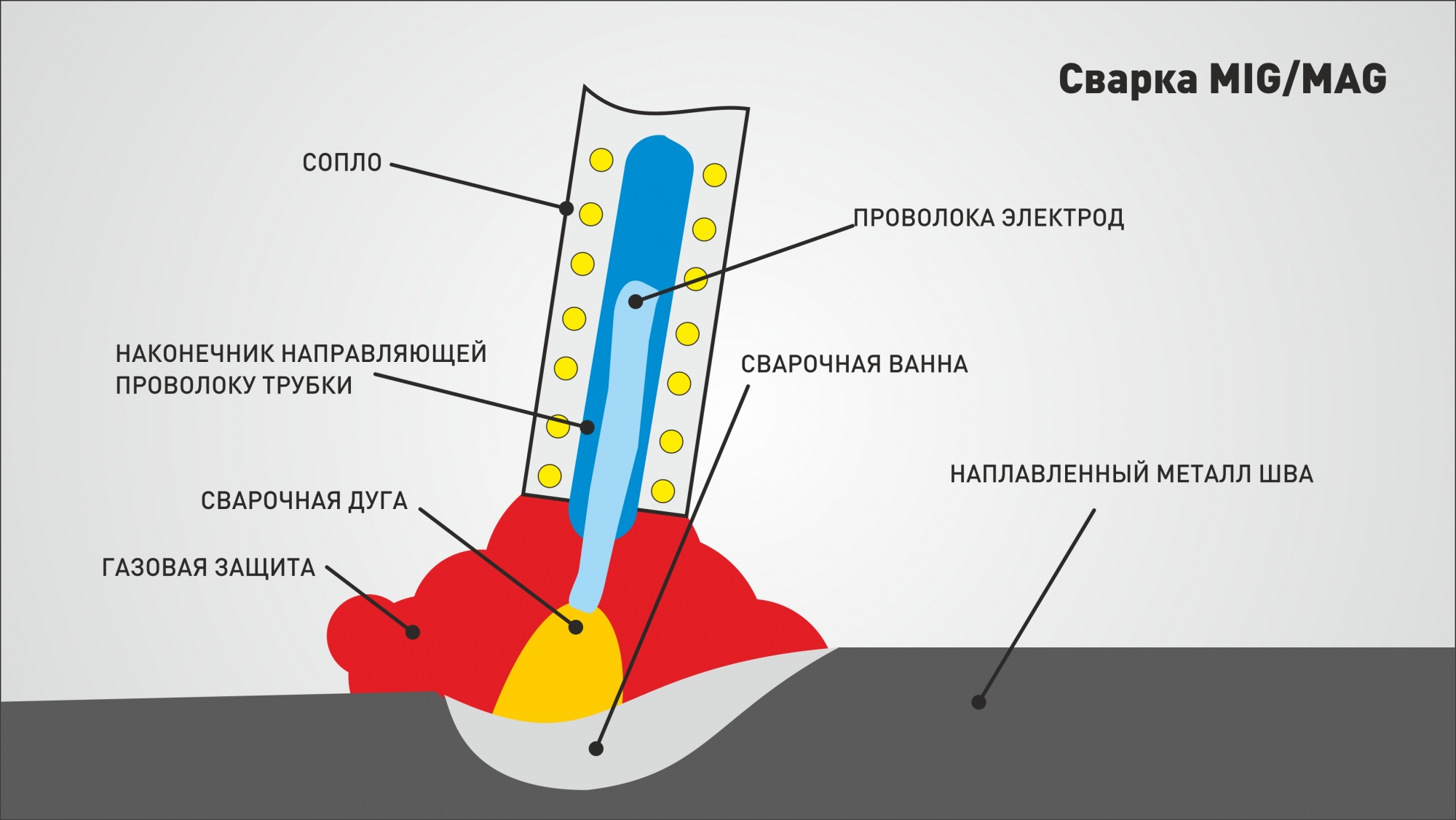
Дріт може використовуватися як звичайний (без обмазки), так і з обмазкою (т.зв. флюсова). У першому випадку обов’язкове застосування балона з газом (режим GAS). У другому балон не потрібно (NO GAS). Незважаючи на те, що працювати без балона зручніше, в продажах з великим відривом лідирує дріт без обмазки. Причина банальна: він набагато дешевший флюсового. Крім того, багато професіоналів вважають, що акуратність швів в середовищі газу від балона виходить вище.

Незважаючи на те, що даний вид зварювання теж відноситься до електродугового, принцип пристрою у MIG-MAG принципово відрізняється від принципів MMA і TIG. У ММА і TIG важливо підтримувати стабільність струму, незважаючи на коливання електрода, в MIG-MAG важливо підтримувати стабільність напруги дуги. А сила зварювального струму в апаратах MIG-MAG – показник умовний (хоча за звичкою, виробленою в ММА, більшість орієнтується саме на нього). Сила зварювального струму в MIG-MAG буде залежати від виставленої напруги, діаметра використовуваного дроту, використовуваного газу і швидкості подачі дроту. Так що зробити з апарату ММА напівавтомат MIG-MAG шляхом приробки блоку подачі дроту і пальника не вийде.