



Зварювання деталей напівавтоматом без газу вже не є чимось надзвичайним. Більше того, технологія стала доступною не лише для обраних спеціалістів, але й для всіх без винятку любителів. У торговій мережі представлений широкий вибір відповідного обладнання та оснащення. Популярність методу обумовлена простотою його застосування та високою якістю кінцевого результату.
Зварювання напівавтоматом, порівняно з електродуговою, має важливі переваги.
- універсальність – напівавтомати здатні варити конструкційні сталі, нержавіючу сталь та інші метали як чавун, алюміній, мідь та їх сплави;
- простота процесу – будь-який, навіть який вперше взяв у руки держак, здатний через нетривалий час навчитися робити шви досить високої якості;
- можливість нероз’ємного з’єднання тонкого металу Висока швидкість та продуктивність роботи.
- зручність – не потрібно змінювати положення руки під час процесу як при електродній.
З її допомогою шов виходить якіснішим, а закрити за один прохід довгий стик – це вже не проблема. Плюс до цього обладнання чудово справляється із завданнями зварювання листових матеріалів завтовшки 1,5 мм і менше.
Поряд із пристойним переліком переваг напівавтоматичний зварювальний апарат має і недолік. Він полягає у необхідності захисного середовища, яке формується спеціальним газом. Тому доводиться тягнути важкі балони, що важко і дуже незручно. Є вихід. Можна позбутися важкої ноші і заварювати стики тільки одним дротом. Але не простої, а спеціальної – порошкової. Вона ще називається флюсовою. Про те, як варити напівавтоматом без газу, читайте в матеріалі далі.
Особливості зварювання напівавтоматом без газу
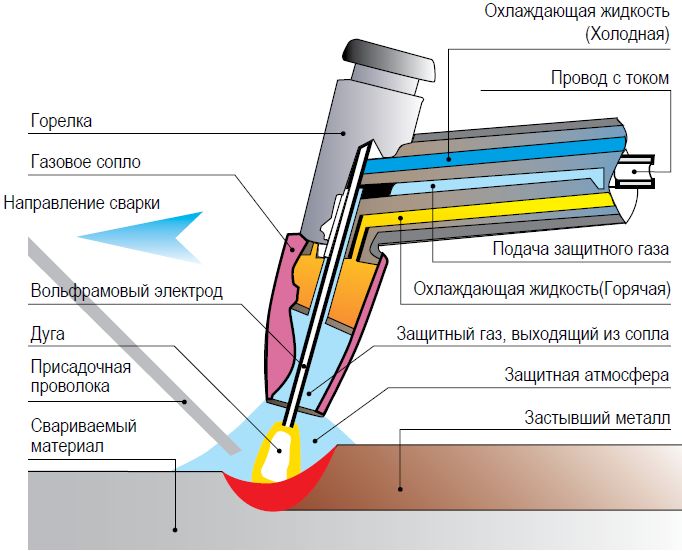
Як працювати з електродуговим зварюванням, знають не лише фахівці, а й допитливі люди збоку. Принаймні багато хто бачив, що до робочої платформи приєднується провід, утримувач вставляється електрод і далі ланцюг замикається, генеруючи дугу. З апаратами для напівавтоматичного зварювання справи дещо інакше. Електрод тут замінює дріт, який під час зварювання огортається захисним газом.
Газове середовище необхідне для того, щоб захистити розплавлений метал від окиснення. У навколишньому повітрі багато пар вологи та інших активних елементів, які будуть взаємодіяти з розплавом. Газ, що подається в робочу зону, витісняє атмосферний, створюючи тим самим захисне середовище. Це і є слабке місце напівавтоматичного зварювання. Для її роботи потрібний газ, який не завжди є під рукою. І що робити, якщо немає балону? Відповідь проста: можна скористатися дротом із флюсом усередині.
Порошковий (самозахисний) дріт застосовують у разі неможливості придбання газового балона або недоцільності його заряджання при невеликих обсягах робіт.
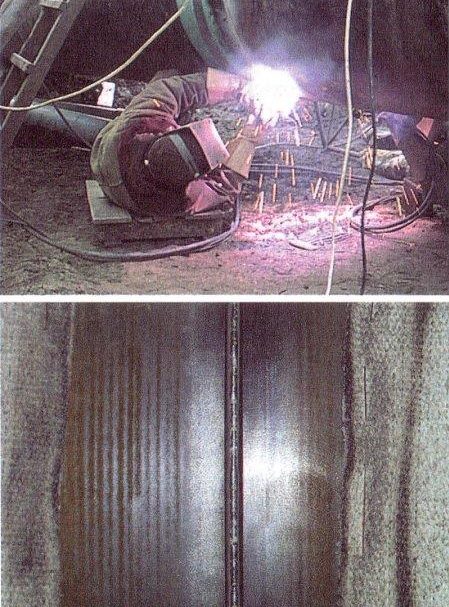
Завдяки компактності обладнання зварювання напівавтоматом без газу може проводитись у важкодоступних та незручних місцях будь-яких монтажних та будівельних майданчиків:
- на висотних конструкціях, дахах;
- у підземних тунелях;
- у вузьких приміщеннях;
- у польових умовах;
- на відкритих ділянках;
- в побуті.
Зварювання самозахисним дротом
Як варити напівавтоматом без газу порошковим (флюсовим) дротом

Порошковий дріт призначений для того, щоб дати можливість працювати без використання балонного газу. Усередині такого дроту є порожнина, яка наповнюється флюсом. Коли дротик плавиться, він звільняє вміст і порошок потрапляє в зону високої температури. Він починає плавитися і при цьому виділяє газ, який формує захисне середовище.
Порошок можна назвати тим самим захисним газом або електродною обмазкою. У кожному разі, їх ролі ідентичні: забезпечення захисного середовища для зварювальної ванни. До складу порошку включений рутил та флюорит. Точніший склад можна дізнатися на етикетці або супровідній документації.
Ось і виходить, що виконується зварювання флюсовим дротом без газу. Точніше без балонів – громіздких та важких. Завдяки цьому обладнання можна використовувати у складних та важкодоступних місцях: у вузьких проходах, тунелях; на висоті тощо. Якщо немає можливості доставити туди балон, робити це зовсім не обов’язково.
Технологія зварювання порошковим дротом
Для отримання очікуваного результату необхідно враховувати специфіку зварювання самозахисним дротом:
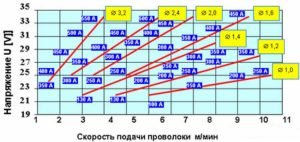
Робота виконується при мінімальній напрузі з низькою швидкістю подачі присадочного матеріалу.
Шви накладаються уривчастою дугою, з рухом пальника кутом уперед.
На напівавтоматі ставиться пряма полярність із підключенням дроту від маси до клеми пальника.
Ролики та наконечник встановлюються відповідно до діаметра дроту, уникаючи перетягування притискного ролика.
Наконечник обробляється спеціальним розчином для запобігання налипання бризок.
Оскільки пари флюсу спрямовані нагору, робота починається з верхньої ділянки деталі.
Переміщення пальника не повинно бути сповільненим, щоб уникнути утворення крапель металу, що зварюється.
Подача дроту провадиться до переднього краю зварювальної ванни.
Рекомендується розпочати роботу із пробного зразка, це дозволить правильно підібрати оптимальні режими зварювання.
Основні переваги та недоліки зварювання напівавтоматом без газу
Зварювання без газу характеризується безперервним поданням самозахисного дроту. Такий спосіб відрізняється такими перевагами:

Зварювання порошковим дротом – плюси та мінуси
- відсутність необхідності використовувати громіздкі газові балони;
- зручність транспортування до місця роботи легкого зварювального апарату;
- швидкість зварювальних операцій вища, ніж при використанні покритих електродів;
- можливість зварювати конструкції, деталі на важкодоступних ділянках;
- забезпечення стабільного горіння дуги незалежно від вітру, протягів;
- контроль формування зварювальної ванни через захисну маску працівника;
- економія часу на переустановку електродів та переривання дуги.
Облік недоліків дозволить оптимізувати зварювальний процес та підвищити його ефективність.
- Висока вартість дроту частково компенсується за рахунок економії коштів на газових балонах.
- Отримані в результаті зварювання порошковим дротом шви нижчі за якістю, ніж при застосуванні інертного газу.
- Крихка будова витратного матеріалу потребує обережного поводження.
Особливості порошкового дроту
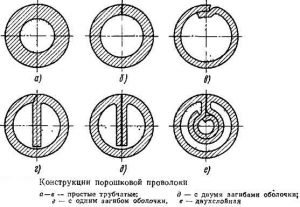
Самозахисний або флюсовий дріт випускається різних типів. Вона виготовляється у вигляді порожньої поверхні, заповненої флюсом із присадками. Вона може бути у формі трубки:
Конструкція порошкового дроту
- однопорожнинний;
- двопорожнинний із загином;
- двопорожнинний з двома загинами;
- двошаровий.
Ребра конструкції захищають матеріал від виминання при випадковому натисканні. Флюс, що заповнює дріт, складається з деоксидуючих, шлакоутворюючих речовин. Як додаткові компоненти входять різні присадки, що включають залізо, марганець, нікель. По структурі флюс відповідає обмазувальному матеріалу покритих електродів.

На ринку представлений присадний дріт різних діаметрів, починаючи від 0,8 мм. Найбільша товщина витратного матеріалу становить 2,4 мм. Широкий асортимент дроту значно розширює можливості зварювання. Напівавтомат працює з металами різної товщини: починаючи від тонких листів і закінчуючи заготовками завтовшки сантиметр.
Напівавтоматом з присадним дротом можна варити як оцинковане залізо, так і вуглецеву сталь або нержавіючу сталь. Важливо враховувати при виборі витратних матеріалів склад порошку. Від цього залежить кінцевий результат усієї роботи.
Особливості зварювального шва

Дефекти зварювальних швів
Після формування зварювального шва на ньому утворюється кірка із шлаку, який затікає у зварювальну ванну. Охолоджене з’єднання необхідно відбити від шлакових покриттів за допомогою молотка. Ця операція потрібна для багатопрохідних швів. В результаті створюються умови для зчеплення кожного шару. Після закінчення роботи шов слід зачистити спеціальною щіткою на металі.
Зварювання порошковим дротом створює грубі крупнолускаті шви з характерними напливами. Один із найпоширеніших дефектів – непроварені ділянки з’єднання. Якість шва безпосередньо залежить від витратного матеріалу, склад якого має відповідати конкретному виду сталі.
Зварювання без газу, як і будь-який інший зварювальний процес, вимагає дотримання техніки безпеки, виконання протипожежних заходів, застосування індивідуальних засобів захисту