


Електродугове зварювання – це найбільш популярний спосіб виконання зварювальних робіт, при яких використовується електрична дуга.
Технологія зварки
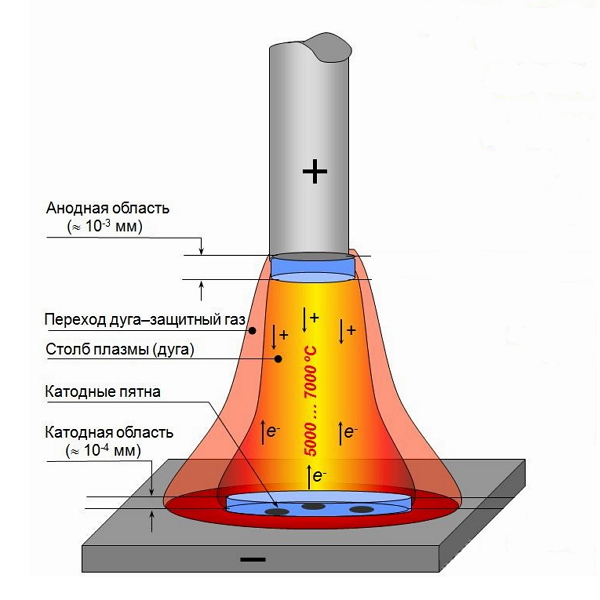
Для даного виду зварювальних робіт потрібно потужнострумове джерело живлення з малою напругою. До одного з затискачів такого апарату під’єднують електрод для зварювання, до іншого – виріб, що зварюється. Розплавлення кромок деталей, які необхідно з’єднати, здійснюється дуговим електричним розрядом. При цьому значення електродуги має температуру понад 5 тисяч градусів, що вище температури, при якій плавляться будь-які відомі людству метали.
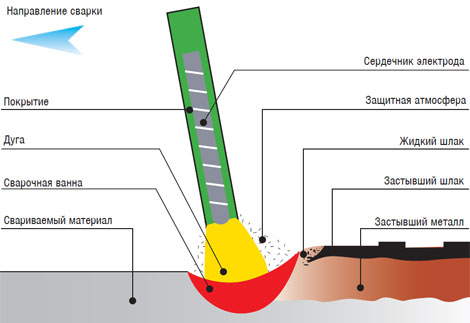
Завдання дуги полягає в тому, щоб перетворити в теплоту електроенергію. Під впливом отриманої теплоти відбувається розплавлення електродного металу і зварювальних поверхонь. Це призводить до формування зварювальної ванни, де метал зварювального стрижня взаємодіє з металом деталі. А що утворюється при такому процесі шлак йде на поверхню, створюючи плівку, що виконує захисну функцію. Після того як метал твердне, виходить міцне і якісне з’єднання.

Для зварювання електродугою застосовують електроди двох видів:
- Неплавкі;
- плавкі.
Якщо використовується не плавкий зварювальний стрижень, зварений шов створюється за рахунок розплавлення спеціальних прутків (дроту), який називають присадкою і вводять в саму ванну. Плавкий електрод не вимагає застосування такої присадки.

У деяких випадках в електроди додають натрій, калій, інші елементи, що характеризуються легкістю іонізації. Робиться це для того, щоб зварювальна дуга володіла більшою стійкістю. Зварений шов від окислення може охоронятися газами з захисними функціями:
- вуглекислим;
- гелієм;
- повністю інертним аргоном.
Захисні гази подають при проведенні зварювання зі зварювальної головки.
В даний час електродугове зварювання може виконуватися постійним або змінним струмом. Менший розкид розплавленого металу (його бризок) відзначається при використанні постійного струму, так як відсутній зміна його полярності і перехід через нуль.
Зварювальна дуга – що вона собою являє?
Під дугою, використовуваної для виконання зварювальних заходів, розуміють одну з різновидів електричного розряду в газах. При цьому розряді відзначається проходження через газовий проміжок електроструму під впливом електричного поля. По суті, мова йде саме про електричну дугу. Але так як застосовують її в процесі зварювання, дугу називають не інакше як зварювальну.
На дузі фіксується зниження напруги. Вона є одним з елементів зварювального електричного кола. Електрод, що підключається до “плюсового” полюса джерела живлення, при виконанні зварювальних робіт на постійному струмі називають анодом. Якщо його підключають до “мінусової” полюсу – катодом. При роботі на змінному струмі кожен з зварювальних стрижнів по черзі є то катодом, то анодом.

Дуговий проміжок – це відстань між двома електродами. Довжина такого проміжку визначає довжину електродуги. При малих температурах в стандартних умовах гази складаються з молекул і атомів з нейтральними характеристиками. Про їх електропровідності мови не йде. Домогтися проходження через газове середовище електроструму можна виключно тоді, коли в ній присутні іони і електрони – елементи з певним зарядом. Процес формування даних елементів прийнято називати іонізацією.
Заряджені частинки утворюються в дуговому проміжку в результаті того, що з поверхні катода починається випускання електронів. Це призводить до іонізації парів і газів, що знаходяться в проміжку. Електрична дуга може бути:
- стислою;
- вільною (прямої дії).
 —
—
У першому випадку перетин електричної дуги можуть зменшувати за допомогою регулювання газового потоку, зміни сопла пальника зварювального апарату, електромагнітного поля. Вільна ж дуга незмінна.
Електродугове зварювання металів – особливості процесу
Для різних металів рекомендовані різні види здійснення зварювальних робіт. Для зварювання виробів із чавуну, легованих сталей, деяких кольорових металів, а також з нержавіючої сталі зазвичай застосовується ручна технологія з захистом зварювальної зони. В даному випадку електрод приєднують до електротримачі.
Кінець стержня для зварювання нагрівається в той момент, коли він торкається до зварювального виробу (спостерігається замикання ланцюга струму). Нагріте електрод відводять від поверхні зварювання (зазвичай на відстань до 5 мм), що призводить до встановлення дуги. Струм в подальшому підтримується вже за рахунок дугового розряду.
Однією з умов отримання якісного з’єднання при описуваної технології є наявність обмазки – спеціального флюсу густої консистенції, який оточує стрижень для зварювання. Обмазка оберігає ванну і безпосередньо електродуги від попадання в них газів з повітря, забезпечує високу стабільність розряду, привносить раскислители, що роблять зварювальний метал чистішим.
Навчальні відео по електродуговому зварюванню
Ми підібрали для Вас кращі (з нашої точки зору) навчальні відео. По даних відео можна навчитися зварювати електрдуговою зваркою.