



Загальна інформація
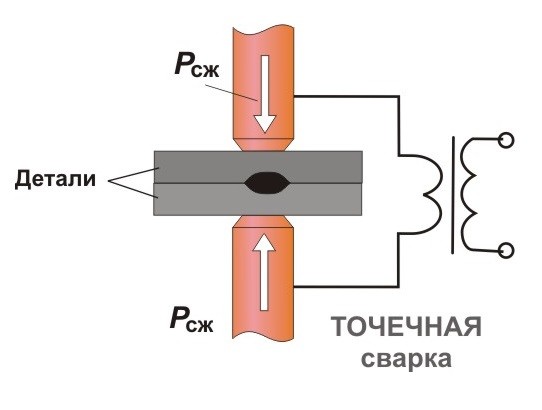
Процес будь-якого контактного зварювання грунтується на використанні електричного струму. Він переміщається по усій ділянці з’єднання двох зварюваних деталей і утворює дугу, яка розплавляє їх. На потужність цієї дуги робить вплив показник величини струму, час його дії і стискування металів, від якої залежить розмір дуги. Саморобне контактне зварювання підрозділяється на: стикову, точкову, шовну і рельєфну.
Зварювальний апарат
Щоб здійснити контактне зварювання своїми руками потрібно сконструювати спеціальний апарат. Перед тим, як приступити до процесу виготовлення пристрою, потрібно ознайомитися з рядом вимог, яких необхідно дотримуватися в процесі роботи. Найчастіше для проведення зварювання деталей в побутових умовах, застосовуються апарати точкового або стикового зварювання. Далі треба визначитися з видом зварювального апарату, який ви використовуватимете: переносний або стаціонарний, а потім потрібно задати основні параметри приладу :
- напруга в самій ділянці (зоні) зварювання,
- струм (змінний або постійний) і його сила,
- тривалість зварювального імпульсу,
- число і розміри електродів.
Визначальною умовою в тому, як же зробити контактне зварювання своїми руками являється простота зварювального апарату. Він сконструйований з двох блоків: контактного і джерела зварювального струму. У першому розташована безпосередньо сама зона зварювання. У ній метали контактують між собою, за допомогою електродів до них поступає електричний імпульс і у результаті вони з’єднуються. Джерело зварювального струму відповідає за те, щоб цей імпульс потрапив в зону зварювання.
Конструктивні складові джерела струму
Основу контактного зварювання своїми руками складає електрична схема з використанням конденсаторів. Імпульс зварювального струму утворюється за рахунок розряду конденсатора.
Імпульс струму створюється у вторинній обмотці трансформатора. До первинній обмотці трансформатора підключені конденсатори С8-С9. Саме завдяки ним утворюється розряд, необхідний для отримання імпульсу. Управління розрядом конденсаторів здійснюється в тиристорах Т1 і Т2. По ланцюжку від вхідного трансформатора “Струм”, заряджається конденсатор. Також в схемі відображено випрямлення струму діодами D6-D7.
Функціонування подібного конденсаторного джерела здійснюється за наступним принципом. Коли основний ланцюг відключається, конденсатори С8-С9 заряджаються від ланцюга трансформатора “Струм”. В мить, коли система запускається, відбувається їх розрядка на вторинну обмотку вихідного трансформатора Тр3. За контроль тривалості імпульсу відповідають ланцюги Ru1-Ru2 R34 і C10. Після того, як ланцюг вимикається-процес повторюється.
Виготовлення вихідного трансформатора своїми руками
Вихідний трансформатор є дуже важливою і невід’ємною ланкою конструкції джерела живлення, оскільки від нього залежить сила струму, що задається. Щоб забезпечити зварювання необхідними параметрами, найбільш оптимальним рішенням буде виготовлення трансформатора самостійно. Перше, що необхідно зробити-це знайти набірного сердечника. Можна запозичити цю деталь у будь-якого силового апарату. Головне, щоб він був виконаний із сталі, а показник його перерізу був не менше60 см². Далі, сталеві пластини потрібно щільно укомплектувати і стягнути за допомогою болтів, діаметр яких складає8 мм. Щоб надати пристрою велику міцність, з бічного боку сердечник зміцнюється П-образним профілем або куточком.
Обмотка первинного типу робиться дротом ПЭВ (діаметр-2,9 мм). Треба намотати20 витків. Самого сердечника потрібно обвити кабельним або трансформаторним папером. Після чого, треба намотати витки дроту з натягом. Важливо, як можна рівніше розподілити витки по усій довжині стійки сердечника. Згори на дріт треба покласти паперову обмотку і зафіксувати тасьмою.
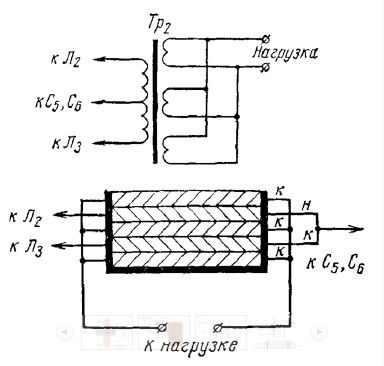
Вторинне намотування здійснюється на другій стійці сердечника. Вон
а створюється з саморобної шини плоского перерізу, яка збирається з14-16 невеликих шинок з міді. Ширина загального перерізу дорівнює200 м². Треба зробити два витки. Перш ніж накладати на сердечника, шину треба обернути фторопластовою або ізоляційною стрічкою. Усі закінчення обмотки спрямовуються на верхню частину сердечника, в них робиться отвір, в якому за допомогою болта кріпитиметься кабель, що сполучається з контактним блоком зварювального апарату.

Облаштування контактного блоку
Найпростіший варіант використовується при стиковому зварюванні. В даному випадку струм подається прямо на ділянки, що піддаються зварюванню. Іншими словами, це означає, що закінчення вторинної обмотки контактують із зварюваними металами. Один кінець-примикає до однієї заготівлі, другої,-до іншої.
Для точкового зварювання характерним є застосування контактного блоку з електродами. Підійдуть конструкції з одним або двома стержневими електродами. Якщо використати один електрод, струм потраплятиме на одну із зварюваних деталей, а другий кінець вторинної обмотки вихідного трансформатора контактуватиме з електродом.
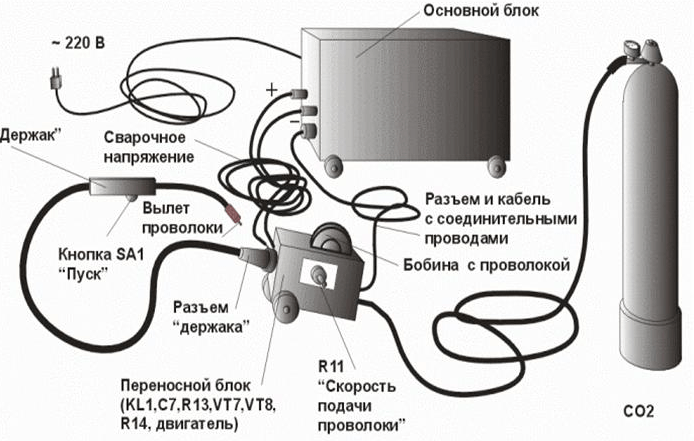
Порада! В процесі роботи використайте пістолетний утримувач електроду.
Процес зборки апарату
Зборка зварювального апарату вимагає чіткої послідовності виконання дія. Процес включає декілька етапів.
В першу чергу, треба укласти джерело зварювального струму в металевий корпус. Електричне плато збирається на текстоліті. Потім його треба помістити всередину корпусу джерела і вертикально зафіксувати в нім. Після чого, готовий вихідний трансформатор встановлюється на основу корпусу і фіксується на нім. Далі, за допомогою болтів згори до шини вторинної обмотки прикріпляється зварювальний кабель. Інший його кінець знаходиться у безпосередньому контакті з електродом в контактному пістолеті. До контактної колодки, яка розташована на електричному плато, під’єднується вхідний кабель від електричної мережі.

Для того, щоб сконструювати апарат для контактного зварювання своїми руками, необхідно мати в наявності усі необхідні інструменти, серед яких: болгарка; електродриль; ножівка по металу; мітчик; напилок; зубило; молоток; викрутка; лещата; штангенциркуль; плоскогубці; ніж; ножиці; плашка.
Не забувайте, що контактне зварювання, як і будь-який інший вид з’єднання деталей припускає наявність деякого досвіду. Це важливо, оскільки якість і надійність зварювального шва залежить від умінь зварювальника. Обов’язковою умовою є дотримання правил техніки безпеки. Виконувати зварювальні роботи треба тільки в спеціальному захисному костюмі, в рукавичках і із захисною маскою на обличчі, оскільки велика небезпека попадання розжареного металу на оголені ділянки тіла.
Підводячи підсумок, відмітимо, що контактне зварювання своїми руками-процес непростий. Але якщо дотримуватися технології виконання роботи і підійди до неї з усією відповідальністю і серйозністю, то результат не змусить себе чекати. Контактне зварювання характеризується широкою сферою застосування. Її можна використати для з’єднання деталей металевих виробів, складових елементів автомобіля, кузовних деталей, а також для ремонту всіляких пристроїв.