



Особливості зварювання з’єднань по горизонталі
Зварювання горизонтального шва повинне виконуватися таким чином: електрод потрібно тримати під кутом 90 .
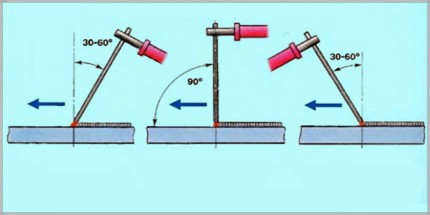
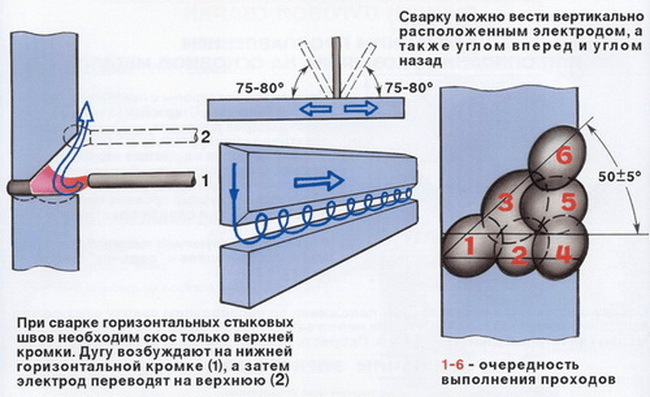
мал. 1
Треба намагатися тримати пальник так, щоб дуга горіла з максимально більшою глибиною проплавлення виробу. Для того, щоб добитися оптимальної ширини шва, обов’язково контролюйте швидкість зварювання. Окрім цього сам зварювальний процес повинен здійснюватися за допомогою коливальних рухів по напряму зварювання, також треба звертати увагу на шлак.
Зварювання горизонтальних швів на вертикальній поверхні робиться по напряму справа наліво і навпаки. Зварювальна ванна опускатиметься вниз, тому як вже відзначалося, потрібно нахиляти електрод під великим кутом, щоб цього не сталося.
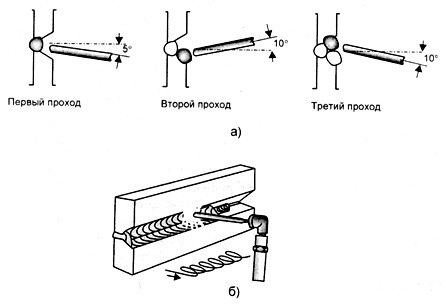
Зварювання горизонтальних швів включає наступні етапи:
- Спочатку потрібно сформувати перший валик шва на короткій дузі. Електрод переміщається без коливальних рухів в поперечній площині. Електрод повинен нахилятися до поверхні під кутом 80 . Саме така технологія дозволить максимально проплавитися стику.
Перший валик зазвичай створюється на середній або високій силі струму.
Здійснюючи зварювання кутом вперед, ви зробите глибину проплавлення більшого, кутом назад-меншою (мал. 1).
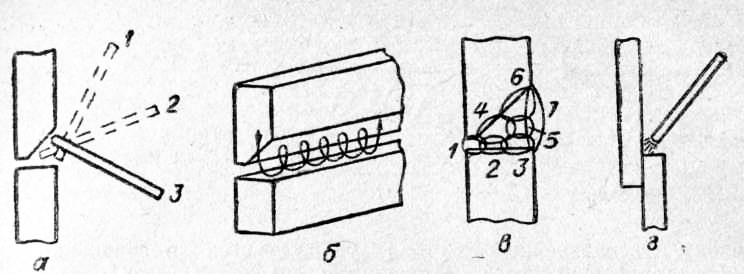
- Створюючи другий шов, використовують невелику силу струму. Напрям електроду-“кутом вперед” без коливальних рухів. Ширина валика, що утворився, буде значно більше, тому рекомендується застосовувати електрод з великим діаметром.
- Місцем розташування третього валика виступає ділянка між верхньою площиною другого і межами кромки розділу. У разі, якщо другий валик утворився з виступом, то третім шаром потрібно заповнити простір між попереднім валиком і стінками розділу. Якщо ж валик вийшов потрібної форми, то третій шар створюється таким чином: по черзі розташовуються валики лівою і правою кромок.
- Проміжок між примикаючими валиками третього шару треба заповнити 4-м наплавленням. Якщо ця відстань буде ідентичною діаметру електроду, то четвертий валик формується в один підхід. У разі, коли попередні шари наплавлення знаходяться один від одного на великій дистанції, то стик, що утворився між валиками, потрібно заповнити, використовуючи поперечні і подовжні переміщення електроду.
Виконуючи зварювання горизонтальних швів, звертайте увагу на верхню кромку використовуваного металевого виробу, оскільки саме в цьому місці зазвичай з’являються різні вади.
Складнощі, що виникають в процесі зварювання
Як вже відзначалося, зварювання горизонтальних швів-досить непростий вид з’єднання, в якому багато нюансів. Тому виконуючи зварювальні роботи треба бути готовим до складнощів, з якими доведеться зіткнутися.
- Розплавлений метал може витікати із зварювальної ванни.
Рада! Щоб не зіткнутися з такою неприємною ситуацією, на верхній кромці потрібно зробити схил.
3. Є рішення і інших недоліків. Для отримання якісного і міцного з’єднання, дуга має бути короткою, а переміщення електроду повинне здійснюватися плавно і рівномірно.
Інструменти
Виконати зварювання горизонтального з’єднання можна за допомогою різних пристроїв. Розглянемо найчастіше використовувані прилади:



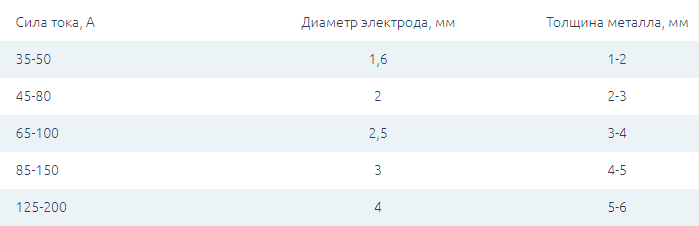
Параметри струму і переміщення електроду
Сила струму і те, з якою швидкістю рухається електрод-показники, які роблять найбезпосередніший вплив на якість утворюваного шва. Чим вище будуть показники сили струму, тим більша глибина прогрівання утворюватиметься в металі, а це означає, що електроди рухатимуться з більш високою швидкістю.
Для того, щоб шов вийшов максимально рівним і якісним, повинне дотримуватися співвідношення струму і швидкості переміщення електродів.
В процесі переміщення електроду із заданою швидкістю, потрібно не забувати враховувати показники потужності дуги. Якщо подавати електрод занадто швидко і при цьому використати маленьку потужність, то метал не прогріється до потрібної температури і у результаті необхідна глибина не буде досягнута. А це означає, що шов буде тонким і неякісним.

неякісний шов
Якщо ж переміщення електроду здійснюватиметься з недостатньою швидкістю, то виріб може перегрітися і привести до дефектів на лінії зварювання. Якщо ви зварюєте деталь, товщина якої занадто маленька, то використовуючи потужну дугу, ви просто пропалите метал.
Техніка безпеки
Виконувати зварювання горизонтальних швів, як і будь-яких інших з’єднань необхідно в умовах суворого дотримання правил техніки безпеки .
Зварювальник повинен надіти на себе одяг і взуття з вогнетривких матеріалів, обов’язково треба покрити голову, надіти рукавички і захисну маску для особи. Перш ніж почати зварювальні роботи переконаєтеся, що прилад не зламаний і добре функціонує. Переконайтеся в тому, що кабелі, що входять в конструкцію зварювального апарату ізольовані і відповідають усім технічним характеристикам приладу.