



Якщо в процесі зварювання на з’єднанні з’явився дефект, він може негативно вплинути на естетичність, а також функціональні властивості шва.
Є різноманітні способи, за допомогою яких можна проконтролювати якість зварних з’єднань та вчасно виявити недоліки: можна як оглянути шов візуально, так і використовувати ультразвукові, а також рентгенівські апарати.
Трапляються випадки, коли дефекти з’єднань ви виявили пізніше, завершивши процес перевірки на якість. Не означає, що бракований виріб потрібно викидати.
Вам цілком під силу позбутися дефектів, що утворилися. У цій статті ми розглянемо види можливих дефектів та підкажемо, як їх можна виправити.
Дефекти зварних швів: різновиди та способи запобігання
Насамперед, дефект зварного шва може бути зовнішнім або внутрішнім. Зовнішній – це дефект, що утворився на зовнішній стороні з’єднання, його неважко розглянути самостійно, без допоміжного обладнання.
Внутрішній утворюється всередині шва, встановити його наявність вийде, використавши відповідні апарати.
Види зовнішніх дефектів
Беззломний

Якщо встановити недостатню силу струму, метал не вдасться проварити до потрібної кондиції. Так утворюється непровар. Іншими причинами виникнення непроварів є надто висока швидкість зварювальних робіт, а також неправильний розділ кромок.
Для запобігання утворенню непровару необхідно використовувати відповідну швидкість сили зварювального струму, а також застосовувати коротшу дугу.
Підріз
Працюючи з тавровими швами або швами внахлестку, ви можете зіткнутися з такою проблемою, як підрізи. Цей дефект може сформуватися, якщо встановити невідповідний показник напруги дуги зварювальної, а також якщо швидкість зварювання надто висока.
“Щоб усунути підріз, потрібно проводити зварювальні роботи у розміреному ритмі, зменшити напругу зварювальної дуги, а також варити на більш короткій дузі.”
Якщо дуга занадто велика, з’єднання буде надмірною шириною і його не вдасться повністю прогріти. У такому разі і сформується підріз.
“Наплив”
Напливи утворюються переважно тоді, коли ви неправильно налаштували режим зварювального процесу.
Для запобігання формуванню цього дефекту необхідно встановити правильні налаштування зварювального струму, сумлінно проводити очищення кромок, збільшити показник напруги зварювальної дуги, а також регулювати швидкісний режим подачі прутків (якщо для зварювання використовуєте напівавтомат).
Projog
Пропали є наскрізними отворами в металі. Вони утворюються, якщо швидкість роботи недостатньо висока, і тоді одну зону припадає надмірно висока ступінь нагріву, і якщо струм має перебільшений показник.
Пропали дуже знижують міцність зварних швів, тому краще уникати утворення цього дефекту. Для запобігання виникненню пропалю необхідно встановити швидший швидкісний режим зварювання, знизити значення сили струму, а також здійснювати правильне оброблення кромок.
“Початківцям майстрам потрібно постійно практикуватися, щоб не залишати пропалів. Наприклад, при зварювальних роботах з алюмінієм потрібно враховувати, що він плавиться при невеликих показниках температури, а теплопровідністю має досить високу.”
Кратер

Виникнення такого дефекту відбувається у крайній точці шва при раптовому перериванні дуги. Кратером є маленьке конусоподібне поглиблення, яке не має великої глибини, але при утворенні з’єднання буде не таким якісним.
Щоб уникнути формування кратерів не можна різко обривати дугу, у своїй необхідно використовувати допоміжні функції автоматичного зниження сили струму кінці зварювального процесу.
Види внутрішніх дефектів
Тріщина (гаряча, холодна)
Гаряча тріщина виникає, якщо використовувати невідповідний матеріал для присадки. Наприклад, ви застосували алюмінієвий маловуглецевий пруток присадки в той час, як проводите зварювальні роботи зі сталлю з підвищеною кількістю вуглецю і яка не піддається іржі.

У такому разі присадочний та зварюваний матеріали будуть несумісні. Іноді цей дефект утворюється при неправильному заварюванні кратера. Для запобігання необхідно акуратно та плавно завершувати зварювальні роботи.
Холодна тріщина з’являється в кінці зварювального процесу на застиглому шві. Або якщо на з’єднання припало занадто велике механічне навантаження. Тріщина може сформуватися не лише всередині з’єднання, а й бути зовнішнім дефектом.
Час
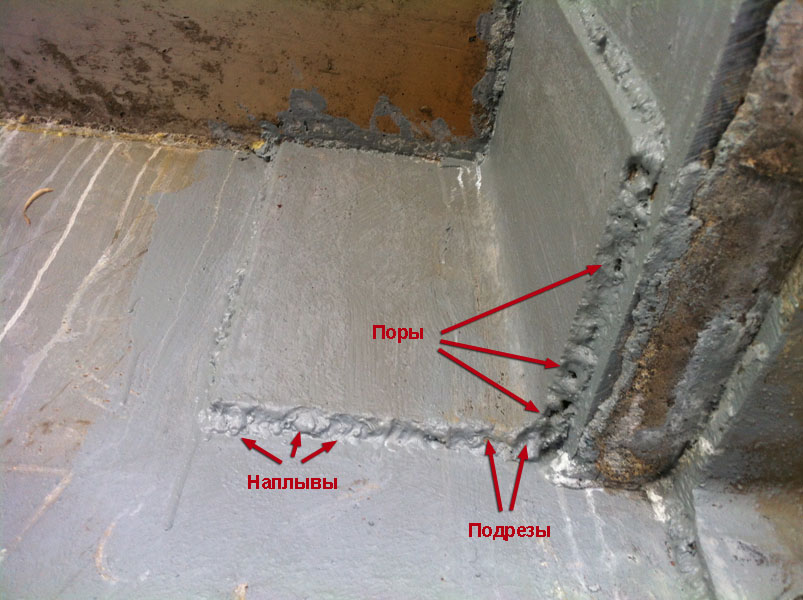
Пора є дефектом, що найчастіше зустрічається. Майже кожен майстер мав проблеми з порами.
В основному пористість виникає під час перенасичення газами в зоні зварювання, а також якщо до початку зварювання погано зачистити метал від бруду або іржі. Як і тріщини, пористість може виникнути і всередині, і із зовнішнього боку з’єднання.
“Для уникнення виникнення пористості перед зварювальними роботами необхідно проводити перевірку працездатності пальників, не здійснювати зварювання у вітряну погоду або в приміщенні, де багато наскрізних отворів, ретельно очищати метал, що зварюється.”
Як усунути дефекти
Вище у статті трохи писали про те, як усунути дефекти. Тепер розглянемо докладніше. Для початку розповімо, як позбутися тріщин. Тріщину великого розміру краще просто заварити.

Так як у процесі вона може ще збільшитися, знадобиться зробити дірку наскрізь, відступаючи 1,5 см від країв. Потім тріщина обробляється V-подібним способом (можна використовувати Х-подібний).
Обробляють зазвичай пневмозубілом, газовим різаком, а також вдаються до повітряно-дугового різання. Після обробки тріщина зачищається, а далі заварюється. Іноді краї тріщин, перш ніж її заварювати, прогріваються за допомогою пальника.
Тоді у з’єднання та прогрітих зон буде майже ідентична температура, а на краях заварених тріщин не залишиться напруга. Така методика застосовується, щоб позбутися зовнішньої тріщини.
У разі наявності на поєднанні дрібних зовнішніх тріщин, непроварів та шлакових вкраплень, зони з такими дефектами виплавляються, а потім повторно заварюються. Для видалення натіків та наплавів використовується абразив.
Трапляються випадки, коли при усуненні дефекту відбувається деформація металу. Щоб її ліквідувати, можна скористатися механічними чи термічними способами.
При механічних є застосування певних інструментів – домкрата, молота, преса. Механічний спосіб вимагає витрат сил, точності та акуратності, при цьому нерідко спричиняє виникнення додаткових вад.

Тому такий метод застосовують у поодиноких випадках. Здебільшого усунення деформації відбувається термічним способом. Для цього місце, в якому відбулася деформація, прогрівається газовим пальником, досягаючи пластичності металу.
Після цього метал залишають остигати. При охолодженні відбувається виникнення зворотної напруги, завдяки цьому деформована ділянка випрямляється. Є рекомендації щодо запобігання формуванню шлюбу на з’єднаннях.
Для уникнення дефектів необхідно мати необхідні навички, дотримуватися технологічних норм зварювального процесу, використовувати деталі гарної якості, встановити правильний режим роботи, а також брати до уваги фізичні особливості металів, що використовуються.
Виконання цих рекомендацій допоможе запобігти виникненню дефектних сполук.
На завершення
У цій статті зібрано всю необхідну інформацію про дефекти зварних швів, а також вказано методи їх виправлення. Усунути дефект не так і складно, якщо запастись знаннями та постійно практикуватися.

Мабуть, краще викидати вироби з дефектом, хоч у разі потреби ви можете спробувати їх виправити. Є різні методи позбавлення дефектів, до кожного виду можна підібрати найбільш підходящий метод для вирішення проблеми.
Але якщо на виробі не один або два дефекти, а більше, його все ж краще позбутися. Дебютуючим майстрам потрібно бути готовими до наявності дефектів, коли вони тільки починають займатися зварюванням, адже щоб шви виходили якісні, доведеться докласти зусиль.
“Можливо, у вас вже був досвід усунення дефектів на з’єднаннях? У такому разі чекаємо на ваші коментарі. Успіхів у зварювальній справі!”