


На будь-якому виробництві дотримуються ГОСТи, це забезпечує якість продукції та технології виробництва. У зварюванні, також невід’ємні ДСТУ, обов’язково потрібно дотримання технології зварювальних робіт.

При порушенні правил зварювання утворюються дефекти на будь-якому етапі. Дефекти бувають різні, це пропали і недовари, підрізи і свищі, пори і тверді включення, несплавлення і зміна форми з’єднання, що порушує, залишки розбризкування металу і гарячі тріщини. Нижче поговоримо про причини формування гарячих тріщин.
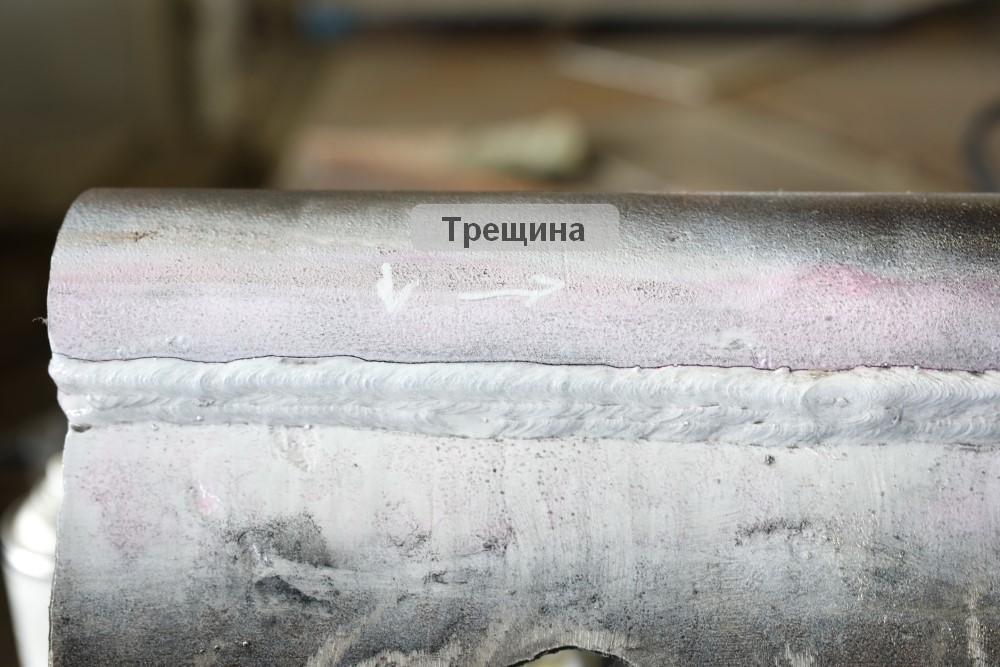
Усі роботи обов’язково виконуються з дотриманням технологій зварювання, будь-яке порушення веде до дефектів. Наприклад, тріщини можуть бути як великі, видимі неозброєним поглядом, так і мікроскопічні, щоб їх побачити обов’язково використовують лупу або мікроскоп.
Розмір тріщин не впливає на їхню небезпеку, вони всі небезпечні. Пошкоджений метал під впливом великих навантажень розтріскуватиметься з мікротріщини в більшу і за підсумками може призвести до катастрофи, розгерметизації тощо.
Формування тріщини може статися за будь-якого способу зварювання. Тому їх ділять на гарячі та холодні, відповідно до температурного режиму, при якому відбувається зварювання.
До гарячих швів відносяться зварені при температурі від 1000 градусів, ті, що створюються за низьких температур, від 200 градусів, відносяться до холодних. Не будь-який рід тріщин, можливо, виправити, тому деталь обов’язково відбраковується для переробки дефективних ділянок або самої заготівлі.
Кожна тріщина – це неуважність майстра, не належне дотримання технології зварювальних робіт, не точне визначення складу металу, який належить зварити. Природу формування тріщини можна під час зварювання, якщо відомий механізм затвердіння сплаву та метод становлення металоструктури.
Які бувають тріщини
Крім холодних та гарячих тріщин, ведеться підрозділ за положенням тріщини щодо шва. Поздовжня, радіальна та поперечна.

Гарячі тріщини з’являються в місцях впливу температури, це міжкристалічні розшарування, вони формуються безпосередньо на етапі кристалізації або при охолодженні шва, вони темніші і звивисті, виглядають як розшарування або надрізу.
Холодні тріщини можуть з’явитися під час остигання заготовки, якщо роботи зварювальні проводилися з температурою від 200 градусів. Вони виглядають як невеликі пори, формуються безпосередньо біля шва і з обох боків спостерігається світлий відтінок.
Вони утворюються за технології дугового зварювання, коли варяться товсті деталі зі сталей. Гарячі тріщини розрізняють за факторами їхньої появи: ліквіаційні, від низького відносного подовження, кристалізаційні, деформаційні та інші.
Ліквіаційні тріщини виникають при роботі зі сталями, що містить велику кількість сульфідів. Багато хто з них плавиться і утворює плівку на межі зерен металу, відповідно з’єднання стає пухким.
Утворюються при багатопрохідних швах, коли метал потрібно плавити неодноразово. Їх формуванню сприяє великий вміст фосфору та сірки, чим їх більше, тим крихкіший метал.
Такі тріщини однозначно відправляють у шлюб. Якщо сталь низьколегована, то тріщини з’являються через вміст у складі металу ніобію та титану. Ліквіаційні можна визначити за ознаками, вони більш розкриті, вони не мають відгалужень, вони довгі.
Під час роботи з аустенітними сталями можуть виникнути тріщини від низького відносного подовження. Такі дефекти характерні тільки для цих сталей, що формуються при жорсткій фіксації заготовок, що ускладнює структурну деформацію.
Кристалізаційні тріщини мають вигляд коротких дрібних тріщин та мікротріщин. З’являються під час остигання металу шва.
Вони бувають зовнішні та глибинні, глибинні виявляють неруйнівним контролем, зовнішні, під час огляду. Деформаційні тріщини з’являються, якщо шов сідає неоднорідно.
Заходи щодо запобігання виникненню холодних тріщин

Дотримання технології допоможе уникнути помилок, крім того, деякі нюанси теж слід дотримуватися. Перед початком безпосередньо зварювання метал потрібно розігрівати до 250-450 градусів, щоб уникнути різкого перегріву.
Дріт чи електроди обов’язково потрібно прожарити. Дотримання технології та нормативів використовуваного методу зварювання та правильний підбір температури для певного складу металу, також допоможе уникнути наслідків.
Зварювальні шви застосовуються щодо цілей його подальшої експлуатації, від положення щодо горизонталі та складу сплаву. Потрібно постійно контролювати та остигати зварювальний шв, воно не може бути швидким, обов’язково проходить поступово і однаково на всіх ділянках шва.
По завершенню охолодження проводиться пом’якшувальне відпал. Причини визначають виникнення гарячих тріщин можуть бути зовнішні та глибинні. Зовнішні причини – це оксиди та домішки, що з’являються на стадії зварювання.
Глибинні – зумовлені впливом присадних матеріалів на метал. Для впливу зовнішніх факторів необов’язковим є розплавлення сегрегуючого матеріалу, він просто може утворити плівку, яка зменшує добротність шва.
Як зменшити ймовірність появи гарячих тріщин
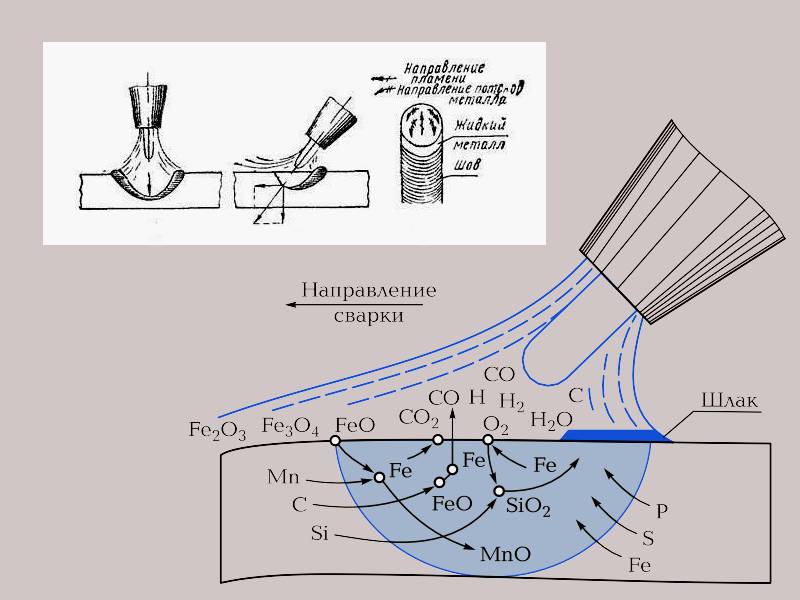
Щоб уникнути чи зменшення кількості дефектів утворення тріщин, потрібен контроль металургії, у процесі розплавлення металу. Повинне бути забезпечене гарне розкислення металу, тобто видалення розчиненого кисню з металу.
Якщо використовується сірка, потрібно пам’ятати, що вона створює сульфідну плівку, що зменшує міцність шва, тому потрібно комбінувати з використанням марганцю.
Для зменшення впливу сірки, потрібно стежити під час роботи, щоб вона розташовувалась ліворуч від точки хімічної реакції, це дозволяє виділятися високотемпературної модифікації фериту, вона розчиняє сірку.
Причини утворення гарячих тріщин

Гарячі тріщини можуть сформуватися за умови незастиглих шарів металу, коли виконується багатопрохідний шов, при зміні форми деталі, під час різання металу або при усадці шва.
Фіксація деталей під час остигання не повинна бути жорсткою, інакше тріщини неминучі, тому що немає можливості зняти напругу зі шва. Якщо порушуються хімічні зв’язки, також гарантовано виникають тріщини.
Порушення таких можливе при впливі вольфраму, ванадію, титану та молібдену на метал. Легуючі метали мають низьку температуру застигання, на етапі кристалізації, вони утворюють дендрити різної форми.
Легкоплавкі складові металу кристалізуються вже на стиках цих дендритів в останню чергу. Це порушує міжкристалічні зв’язки та виникає структурна напруга.
Присутність фосфору та сірки, як шкідливі домішки, впливають на ймовірність утворення дефектів.
Найбільша ймовірність виникнення дефекту – це зварювальна ванна, в якій рідкий метал може отримати найбільшу кількість шкідливих домішок, що може порушити структуру металу та якість з’єднання.
Під час остигання, через усадку шва може виникнути надмірна напруга, що призведе до гарячих тріщин.
Способи запобігання їх появі

Щоб уникнути появи дефектів потрібно фіксувати заготовки не жорстко. Потрібно правильно підібрати площу шва, щодо товщини деталей, що зварюються, якщо метал товстий, а шов зачіпає лише краї, тріщини неминучі.
Підбір правильного режиму зварювання та температури щодо властивостей металу, який належить зварити. Дотримуватись кута нахилу стрижня щодо заготівлі, згідно з нормативними показниками.
“Важливим фактором є правильна підготовка металу, належна зачистка від забруднень та домішок. Підбір електродів або присадного дроту повинен відповідати температурному режиму, товщині та характеристикам металу.”
Слідкувати за режимом температури, щоб уникнути перегріву, контролюючи потужність зварювального струму. Тому враховуйте особливості складу та роботи з певним матеріалом.
Збільшуйте розмір шва, якщо деталі мають більшу товщину. Не можна допускати формування ниткових валиків. Намагайтеся формувати суцільні шви, вони мають велику площу покриття і запобігають ослабленню шва.
Зварювання тріщинами

Безперечно, багато дефектів можна виправити заварити, і тріщини теж. Для цієї процедури існує свій ГОСТ 5264 та 1153. Перш ніж зайнятися безпосередньо заваркою тріщини, її потрібно підготувати.
Обов’язково потрібно візуальний огляд та позначення точок її закінчень, перевірка проводиться нагріванням тріщини до 100-150 градусів. Кінці тріщини розширюють, свердло розташовується в край тріщини, або з відступом на не дефектну площу на 3-5 міліметрів.
Якщо висвердлювання неможливе, то тріщину розігрівають пальником, перед початком безпосередньо зварювання, так само потрібно розігрів газовим пальником. Якщо тріщина більша за 300 міліметрів, то заварюють її крок за кроком у зворотному напрямку.
Ми розглянули, через що можуть утворюватися гарячі та холодні тріщини. Визначили, що уникнути їх можна, дотримуючись технології та ДСТУ зварювальних робіт.
Звичайно більшість їх можна виправити та заварити, але не всі. Просто будьте уважні при виборі режимів та витратних матеріалів, дотримуйтесь техніки та підвищуйте свій професіоналізм.
Успіхів!