Конструкція автоматів з постійною швидкістю подачі дротуВ автоматичному зварюванні, існує одна важлива умова – при достатній швидкості плавлення електродного дроту, робота дугового автомата буде вельми задовільною і без застосування будь-небудь автоматичних або інших механізмів, які могли б регулювати процес зварювання. Тобто, якщо ви забезпечуєте нормальну швидкість подачі і плавлення електродного дроту, можна сказати, що 85% автоматичного зварювального процесу будуть вдалими. Для реалізації цієї ідеї, було розроблено безліч зварювальних апаратів такого типу, що відрізнялися своєю простотою конструкції та експлуатації. Наприклад, це зварювальний автомат, що працює під флюсом, з струмом до 3000 А, в конструкції якого закладений трифазний асинхронний двигун з певним числом оборотів, що працює через коробку передач, в якій обертається ролик, що і подає електродний дріт. Швидкість подачі цієї дроту змінюється в залежності від того, як змінюється число передавальних зубів на кільцях. Точно так же, регулюється і швидкість пересування зварювального шва у самохідних зварювальних автоматів.
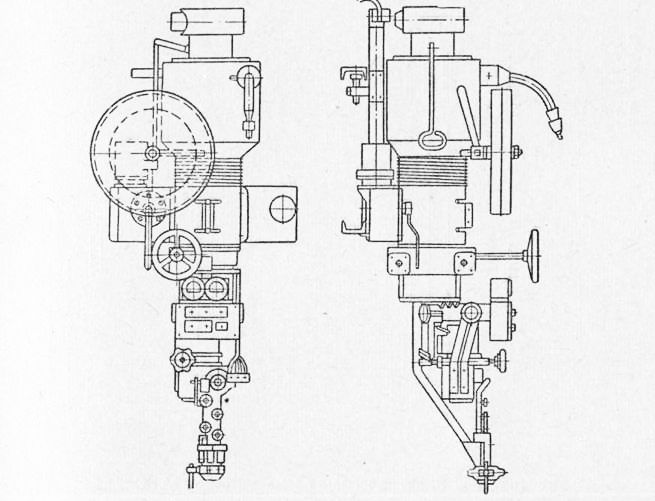
Зварювальний автомат АБС Такі автомати, також забезпечені і іншими корисними пристроями. Наприклад, цей пристрій для редагування електродного дроту, яке в разі неправильної подачі, викривлення або деформації дроту, допоможе відновити її до необхідного виду. Також, існують елементи повороту і нахилу електродної проволоки, а також елемент для точного розташування автомата над швом. У кожному автоматичному зварювальному апараті присутні покажчики, які коригують положення зварювального дроту, щодо осі одержуваного шва. Безперервна подача дроту передбачає просування в одному напрямку. Для запалювання дуги, а також запобігання короткого замикання, дріт відсмикує тому, буквально на кілька міліметрів, до сантиметра. Після того, як наприклад, дуга запалилася, електродвигун, який відповідає за подачу дроту, перемикається, безпосередньо, на її подачу. Таким чином, встановлюється нормальна робота автомата і зварювального процесу. Коли зварювальний шов добігає кінця, в автоматі відключається механізм переміщення дуги, після чого автомат, який подає зварювальний дріт і зварювальний струм не відключаються, в результаті чого дуга продовжує горіти до того моменту, поки не настане природний обрив шляхом її подовження. Саме так, відбувається заварювання кінцевого кратера. На ділі ж, робота з автоматом відбувається набагато простіше, і зварювальник, який виконує автоматичне зварювання, користується лише кнопками управління для запуску або зупинки, зміни напрямку руху електродного дроту і так далі. |



Iconic One Theme | Powered by Wordpress