


Углекислотная зварювання-популярний метод напівавтоматичного зварювання металів із застосуванням вуглекислого газу. І хоча ця технологія відома менше століття, вона все ж змогла довести свою необхідність при проведенні сучасних зварювальних робіт.

У цій статті ми детально розповімо, що таке вуглекислий газ, які достоїнства застосування вуглекислоти в зварюванні і які особливості треба враховувати в роботі.
Загальна інформація
Вуглекислий газ (вона ж вуглекислота, СО2, двоокис вуглецю)-це газ без кольору і запаху, широко вживаний в напівавтоматичному зварюванні. Вуглекислота поставляється в зрідженому виді у балонах під тиском в70 атм. Найпопулярніший балон для зварювання-40 літровий, герметичний і захищений від корозії. Але бувають і балони менших об’ємів, їх зручно використати в домашньому зварюванні, коли компактність грає велику роль. Термін придатності одного балона складає не більше двох років.
Читайте також: Оптимальна витрата вуглекислоти при зварюванні напівавтоматом
Вуглекислий газ (СО2)-самий недорогий і при цьому ефективний газ для напівавтоматичного зварювання. Він захищає зварювальну ванну від кисню, а метал-від окислення. З ним просто працювати і його можна придбати у будь-якому спеціалізованому магазині. А в зв’язці з аргоном вуглекислота дозволяє варити з’єднання високої якості.
Особливості
Напівавтоматичне зварювання в середовищі вуглекислого газу отримало дуже широке поширення як на великих заводах, так і на маленьких підприємствах. Але в чому особливості зварювання у вуглекислоті? Чому цей метод зварювання такий популярний?
Усе просто. При углекислотной зварюванні деталі практично не деформуються, що украй важливо на виробництві, яке не хоче втрачати прибуток із-за бракованих виробів. До того ж, для зварювання у вуглекислоті не обов’язково проводити ретельну підготовку металу, шов вийде якісним і надійним навіть якщо просто видалити видимий бруд і олію. Ви навіть можна підганяти деталі на око, шов все одно вийде прийнятним.
Суть такого зварювання теж проста. Збуджується електрична дуга і з її допомогою плавиться метал. У зварювальну зону подається вуглекислота, яка виконує захисну роль. Струмінь газу у прямому розумінні обтікає зварювальну зону, і захищає її від окислення і негативного впливу кисню.
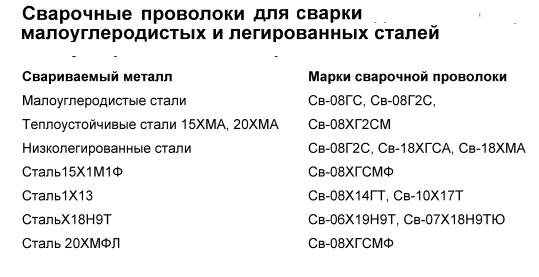
Але є одна особливість: вуглекислота не на100% нейтральна. Так що її не можна використати без присадного дроту. В даному випадку дріт не дасть кисню проникнути в зварювальну ванну і окислювати метал. У роботі слід застосовувати дріт з підвищеним вмістом кремнію і марганцю. Нижче ви можете бачити таблицю з рекомендованими типами дроту.
Якщо вибраний вами дріт міститиме в складі мідь, то це означає, що вона має антикорозійні властивості, що дуже добре. Такий дріт можна довго зберігати, і вона забезпечує стабільне горіння дуги. До того ж, шов виходить якісним і без пір. Говорячи про діаметр складно давати конкретні рекомендації. Скажемо одне: на наш погляд дріт діаметром0,8 міліметрів найбільш оптимальна для зварювання більшості металів, і до того ж вона не робить істотних навантажень на зварювальний апарат.
Окремо хочемо звернути вашу увагу на поширений міф. Нібито порошковий дріт здатний повною мірою замінити захисний газ при зварюванні напівавтоматом. Ця велика помилка. Наш досвід показав, що при зварюванні в середовищі вуглекислого газу шов гарантовано виходить краще, ніж при зварюванні без нього і із застосуванням порошкового дроту. Але застосуванням порошкових присадних матеріалів виправдано у випадках, коли неможливо транспортувати газовий балон на місце зварювання або вірогідність появи дефектів не грає великої ролі.
Достоїнства
Напівавтоматичне зварювання з вуглекислотою відмінно зарекомендувало себе при зварюванні вуглецевої сталі малої товщини. У таких випадках класичне ручне дугове зварювання або газове зварювання недостатньо ефективні, оскільки ці методи просто деформують метал, не дозволяючи сформувати якісний шов.
Також напівавтоматичне зварювання з вуглекислотою широко застосовується при ремонті кузовів. У такому разі вона має відразу декілька переваг. По-перше, дріт подається автоматично за допомогою подаючого механізму, зварювальникові не треба стежити за цим. По-друге, таке зварювання в рази ефективніше і швидше за газове зварювання, наприклад. По-третє, при роботі з тонкою сталлю швидкість зварювальних робіт також збільшується, оскільки дріт швидко плавиться.
Не забувайте, що при такому методі зварювання метал навкруги практично не нагрівається, що сприятливо позначається на деталі. При цьому зварювальне з’єднання виходить не лише якісним, але ще і красивим. Також цим методом можна без проблем замінити газове ацетиленове зварювання без втрати якості, ще і зменшивши собівартість робіт за рахунок дешевизни вуглекислоти.
Якщо порівнювати напівавтоматичне зварювання у вуглекислоті з ручним дуговим зварюванням, то і тут у неї багато переваг. Передусім, зварювальна зона добре захищена від кисню, чого не можна сказати про РДС, там вимагається додатково використати флюс. Також можна варити у будь-яких просторових положеннях, що дуже зручно при роботі у важкодоступних місцях. Ще зварювальний процес краще видно і за ним зручніше спостерігати.

Ще одна перевага-висока швидкість зварювання. Ви ніколи не зможете за допомогою РДС зварити величезну кількість продукції, а ось за допомогою вуглекислоти цілком. Не кажучи вже про технологію. Зварювання напівавтоматом нескладна, а подання дроту і зовсім автоматизована. Це не зрівняється по складності із зварюванням РДС, де зварювальник усе робить самостійно.
При зварюванні вуглекислотою дуга запалюється легко і горить стабільно, не треба часто міняти електроди і зачищати зварне з’єднання від шлакової кірки. Якщо зварювальникові не треба рухатися на великі відстані під час зварювання, то цей метод просто незамінний, оскільки украй продуктивний.
Також зварювальний напівавтомат у зв’язці з вуглекислотою буде незамінним інструментом при зварюванні різних металевих конструкцій, де необхідно зробити безліч дрібних швів. Наприклад, якщо треба зварити ворота, огорожі, грати і інше. Тому у будь-якій ремонтній майстерні ви зустрінете напівавтомат. При цьому ціна ремонту буде в два рази менше, ніж якби ви варили із застосуванням технології РДС. Тому на багатьох промислових підприємствах РДС зварювання витіснене напівавтоматичним зварюванням в середовищі захисних газів.