


У зварювальників широкою популярністю користуються електроди УОНИ від брендів “Хобэкс”, “Патон”, Monolith, Плазма, Міст і інших. Ці електроди гарантують міцність і стійкість зварених конструкцій-за умови, що деякі навички зварювання ви вже маєте. Давайте розглянемо детальніше, в чому переваги марки УОНИ-13/55 і що треба знати перед тим, як їх придбати.
Розшифровка електродів
Назва цих електродів для зварювання пішла від абревіатури УОНИ—13, яка означала запатентоване в1940 році покриття для електродів. Розшифровується вона так:
У – універсальна,
О – обмазка,
Н – наукового,
І – інституту,
13 – №13.

Що відмітно, ГОСТ9466-75 пропонував використання трохи іншого скорочення-УОНИИ—13 (“універсальна обмазка науково-дослідного інституту №13). Нині на пачках з цими витратними матеріалами може бути вказана будь-яка з цих абревіатур, але в документах завжди пишеться УОНИИ.
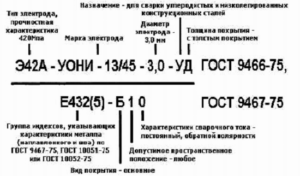
Виробник зазвичай вказує на упаковках УОНИ-13/55 наступний шифр: Э50А-УОНИ—13/55 СМ-4,0-УД ГОСТ9467-60. Це означає, що продукція є електродом для дугового зварювання, зварний шов матиме міцність мінімум50 кгс на мм 2 і мати пластичні властивості, марка виробу УОНИ-13/55 СМ, діаметр складає 4 мм, зварювати можна вуглецеві і низьковуглецеві стали, покриття електроду товсте, товар стандартизований по Госту з номером 9467, затвердженому в 1960 році.
Залежно від типу електродів марки УОНИ, маркіровка може змінюватися. Наприклад, діаметр може бути 2 мм,2,5 мм,3 мм або 5 мм, тимчасовий опір разрыву — э42, э46, э50 і т. д, модифікації представлені 55к, 55р, 55у і так далі
Усе про маркіровку електродів ви можете прочитати тут .
Призначення електродів УОНИ-13/55

Зварювальні електроди УОНИ-13/55 підходять для ручного зварювання за допомогою дуги. Зварювання може робитися в стельовому, горизонтальному, нижньому, похилому положеннях, а також в вертикальному положенні зверху вниз. Як вказувалося вище, ними можна зварювати низьколеговані і углеродосодержащие метали. Зварювальний шов виходить зносостійким і захищеним від корозії. Карбонати і фтористі сполуки, з яких складається обмазка електроду УОНИ, перешкоджають утворенню гарячих тріщин, надають шву пластичність і високу ударну в’язкість. Тому цей витратний матеріал використовують при зварюванні товстого металу, виправленні дефектів литва, виготовленні деталей, які можуть витримати високий тиск, низькі температури і тривалі навантаження.
Електроди Моноліт УОНИ широко використовуються і в суднобудуванні.
Технічні характеристики
Покриття електродів марки УОНИ-13/55 основне. Стержні складаються із зварювального дроту Св—08 чи Св-08А. Співвідношення ваги електроду до ваги наплавленого металу-1,6 кг до1 кг Коефіцієнт наплавлення-9 г/А ч. Наплав включає вуглець, сірку, фосфор, марганець і кремній.
Основні механічні властивості електроду УОНИ відбиті в таблиці.

Довжина виробів складає 350 мм при діаметрі 2-3 мм і 450 мм при діаметрі 4-5 мм. Вес електроду з діаметром 2 мм дорівнює 10 р. Якщо діаметр-2,5 мм, 3 мм, 4 мм, 5 мм, то вага складатиме 17-18 г, 26-27 г, 59-61 г, 95 г відповідно.
Витрата електродів УОНИ в порівнянні з електродами деяких інших марок нижче на 10-15%, тому що їх покриття містить залізний порошок, який компенсує вигорілий або такий, що розбризкався під час зварювання метал.
Відмінність електродів УОНИ від МР
Часто новачки ставлять питання, що краще – УОНИ-13/55 або МР3. Поспішаємо прояснити ситуацію.
Обидві марки призначені для з’єднання вуглецевих і низьковуглецевих сталей, різниця тільки в характеристиках струму, необхідного для зварювання. Електроди МР3 використовуються для зварювання будь-яким видом струму, причому полярність не має значення.
УОНИ ж можуть якісно варити тільки при постійному струмі, полярність має бути зворотною . Постоянка не може в цьому випадку замінюватися зміною, інакше електрод прилипатиме, а зварювальна дуга не горітиме рівномірно. Враховуючи цей нюанс, ви можете уникнути розбризкування металу і дефектів зварного шва .
Підготовка електроду УОНИ до роботи
Якщо припускаєте, що такий спецелектрод, як УОНИ, не вимагає підготовки перед використанням, то ви глибоко помиляєтеся. Не завжди пачка расходников витрачається за один раз, і може станеться так, що частина електродів чекає своєї черги у вже негерметичній упаковці.
Тоді у такому разі перед зварюванням металу варто провести прожарення електродів, оскільки обмазка УОНИ має властивість вбирати в себе вологу. Можна використати температуру до 300-400 градусів за Цельсієм: вироби не містять органічні речовини і тому добре переносять тривале нагрівання. Після прожарення треба помістити електроди в спеціальний пенал.
Зверніть увагу: електрод підлягає термічній обробці не більше 3-х разів, її загальний час не повинен перевищувати4 години.