


Зварювання-одне з найважливіших ремесел для людини. Завдяки відкриттям в цій області ми можемо утілити будь-які, навіть найсміливіші ідеї: від виготовлення орних воріт до конструювання космічних кораблів. Існує безліч видів зварювання, у тому числі і промисловою, але серед них саме ручне дугове зварювання отримало найбільше поширення. Це проста і зрозуміла технологія, якій можна навчитися самостійно.

Сучасний ринок пропонує різні типи електродів для ручного дугового зварювання, в яких важко розібратися початкуючим зварювальникам. У цій статті ми розповімо, які бувають мазкі електродів для ручного зварювання електродуги і як їх вибрати виходячи зі своїх завдань.
Суть ручного дугового зварювання
Перш ніж ми розповімо про електроди, давайте розберемося, що з себе представляє ручне дугове зварювання. Дугою називають потік часток, що утворюються в ході іонізації анода і катода. Сам процес іонізації утворюється при взаємодії струму і короткого замикання. При цьому на процес зварювання впливає також склад обмазки електроду і кисень, що отримується з атмосфери. В сукупності ці процеси призводять до нагріву дуги і виділення великої кількості тепла, достатнього для плавлення кромок зварюваних деталей. Потім кромки остигають, утворюючи міцний і надійний шов .
Ключовим елементом цього процесу є електрод. Без нього неможливо запалити дугу і підтримувати її горіння. Зварювання можна робити, використовуючи один або декілька електродів для дугового зварювання. Не існує єдиної класифікації стержнів, оскільки види електродів для ручного зварювання можна розділити на безліч невеликих категорій : починаючи від призначення, закінчуючи матеріалами виготовлення. До речі, самі електроди для зварювання електродуги можуть виготовлятися не лише з металу і про це ми поговоримо далі.
Коротка класифікація електродів

Як ми писали вище, електроди складно класифікувати лише по одному параметру. Але в основному усі стержні передусім діляться за типом матеріалу, з яких вони виготовлені, а також по покриттю (чи обмазке). Ось коротка класифікація електродів :
- Плавкі електроди. Їх виготовляють з металу, наприклад, чавуну, алюмінію, сталі або міді. Матеріал, з якого виготовлений електрод, підбирається відповідно до металу, який необхідно зварити. Плавкі електроди одночасно є і анодом, і катодом. Це найпоширеніший тип стержнів на даний момент.
- Неплавкі електроди. Виготовляються з вугілля, графіту або вольфраму. Їх використовують в парі із зварювальним дротом, тому що такі стержні не здатні сформувати зварювальний шов. При використанні вугільних стержнів використайте пряму полярність замість зворотної. Вольфрамові стержні незамінні при аргонодуговой зварюванні за рахунок високої температури плавлення, але рідко використовуються при ручному дуговому зварюванні.
- Електроди без покриття або обмазки. Вони використовуються в зв’язці з флюсом, який безперервно подається упродовж усього зварювального процесу. При ручному дуговому зварюванні такі стержні не використовуються.
- Електроди з покриттям або обмазкой. Найпоширеніші електроди на ринку. Покриття електродів для ручного дугового зварювання виконує відразу декілька функцій: захищає метал від негативного впливу кисню, забезпечує стабільне горіння дуги, покращує якості зварного з’єднання. Такі електроди використовуються не лише при ручному дуговому зварюванні, але і при напівавтоматичній і автоматичній.
Види електродів за призначенням
Залежно від зварюваного металу вибирається режим роботи зварювального апарату і електроди. Для різних металів потрібні різні електроди, це називається призначенням. Призначення вказується однією буквою на упаковці і на самому стержні.
Електроди з маркіровкою “У” використовуються для зварювання низьколегованих і вуглецевих сталей. Буквою “Л” означають стержні, використовувані для зварювання легованих конструкційних сталей, а для високолегованих використовується позначення “В”. Буквою “Т” означають стержні для теплостійких металів, а буквою “Н”-стержні для наплавлення.
Види покриттів для електродів
На ряду з матеріалом виготовлення і призначенням вибирається і тип покриття електроду. Вибір покриття також залежить від зварюваного металу. Покриття (чи обмазка) виконує захисну функцію. При плавленні електроду покриття виділяє захисні речовини і шлак, що покращує якість шва, виходять надійні і довговічні зварні з’єднання. Виробники використовуються наступні види покриттів електродів :
- Кисле покриття. Маркірується буквою “А” на упаковці і самому електроді. Використовується для вузьконаправлених завдань, наприклад, для нижніх зварювальних швів. Можна використати як зі змінним, так і з постійним струмом.
- Рутилове покриття. Маркірується буквою “Р”. Одне з найпопулярніших покриттів як у новачків, так і у професіоналів. В порівнянні з іншими покриттями майже не токсично і забезпечує хороше якості швів. При згоранні утворює шлак із захисними властивостями. Склад може бути різноманітним, але в основі завжди двоокис титану або просто рутил. Звідси і назва.
- Целюлозне покриття. Маркірується буквою “Ц”. Підходить для виконання будь-яких зварних з’єднань, забезпечує хорошу якість шва, але при цьому сприяє сильному розбризкуванню металу. Ми рекомендуємо використати електроди з целюлозним покриттям при зварюванні трубопроводу, оскільки при такій роботі недоліки не критичні.
- Основне покриття. Позначається буквою “Б”. Найпопулярніший вид покриття на ряду з рутиловим. Імітує зварювання під газом за рахунок виділення вуглекислоти при горінні дуги. Ми рекомендуємо використати стержні з основним покриттям тільки у поєднанні з постійним струмом і зворотною полярністю. Якщо використати змінний струм, то зварювальний шов вийде неякісним і знадобляться додаткові заходи по поліпшенню міцності шва.
- Інші види покриттів. Маркіруються буквою “П”. У складі містять легуючі речовини. Завдяки цьому якість шва покращується. В цілому, інші види покриттів використовуються найрідше.
- Спеціальні види покриттів. Позначаються буквою “С” або написом “спеціальні” на упаковці. Використовуються для складного зварювання під водою, оскільки містять у своєму складі рідке скло і смолосодержащие речовини.
Як бачите, електроди вибираються виходячи з конкретних завдань. Для ручного дугового зварювання найчастіше використовують стержні з рутиловим покриттям, оскільки вони універсальні.
Вибір діаметру електроду
Більшість початкуючих зварювальників класифікують зварювальні стержні саме по діаметру, що правильно. Адже від товщини деталі безпосередньо залежить діаметр електроду. І навіть якщо ви виберіть стержень з потрібним покриттям і з потрібного матеріалу, але розмір буде неправильним, ви не отримаєте якісний шов.
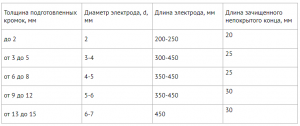
Діаметр електроду вказується в міліметрах на упаковці або на самому стержні. При цьому від діаметру залежить і довжина електроду. Для зварювання в домашніх умовах зазвичай використовують електродів для дугового зварювання з діаметром від2 до4 мм. Це універсальний розмір, відповідний для більшості зварювальних робіт. Товщі електроди використовуються на заводах або в приватних майстернях.
Вибір електродів залежно від типу шва
Також доцільно проводити вибір електродів для ручного дугового зварювання за типом шва, яким ви збираєтеся варити метал. Окрім стандартних горизонтальних, вертикальних, похилих і швів під кутом існують також косі, стикові, із скосами і багато інших. Це корисно швидше для досвідчених майстрів, але і початкуючим зварювальникам варто знати цю інформацію. Тепер поговоримо про те, які бувають мазкі електродів для ручного дугового зварювання.
Марки електродів, відповідні для ручного дугового зварювання
Існують також види електродів для ручного дугового зварювання, що розділяються по марках. Марка використовуваного електроду так само залежить від металу, який вам треба зварити.
Для зварювання вуглецевих низьколегованих сталей використовуються наступні марки:
- Э42: марки АНО—6, АНО—17, ВСЦ-4М.
- Э42: УОНИ—13/45, УОНИ-13/45А.
- Э46: АНО—4, АНО—34, ОЗС—6.
- Э46А: УОНИ-13/55К, АНО—8.
- Э50: ВСЦ-4А,550-У.
- Э50А: АНО—27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ—13/65.
Для зварювання легованих сталей (у тому числі високоміцних) :
- Э70: АНП—1, АНП—2.
- Э85: УОНИ—13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ—1.
- Э125: НИИ-3М, Э150: НИАТ—3.
Для наплавлення металу : ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ—13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Для зварювання чавуну : ОЗЧ—2/Cu, ОЗЧ—3/Ni, ОЗЧ—4/Ni.
Для зварювання алюмінію і його сплавів : ОЗА—1/Al, ОЗАНА—1/Al.
Для зварювання міді і її сплавів : АНЦ/ОЗМ—2/Cu, ОЗБ-2М/CuSn.
Для зварювання нікелю і його сплавів : ОЗЛ—32.
Як вибрати якісні електроди
Як і будь-яке устаткування для зварювання, електроди підкоряються Гостам, які регулюють їх якість. Так, згідно з нормативами, стержні мають бути виготовлені з якісних матеріалів, закуплених у сертифікованих постачальників.

Висновок
Тепер ви знаєте, як бувають типи покриттів електродів для ручного зварювання і як їх правильно вибрати. Початкуючим зварювальникам важко розібратися в різноманітності маркіровок і призначенні кожного типу електродів, але вивчивши їх одного разу ви істотно розширите свої можливості. Досвідчені майстри можуть поділитися своїм досвідом в коментарях, він буде корисний для усіх новачків. Бажаємо удачі!