


Аргонодугове TIG зварювання (чи просто зварювання тіг) дуже популярне у професійних зварювальників. Його широко використовують не лише на великих виробництвах, але і в невеликих майстернях, наприклад, автосервісах. Уся справа в універсальності такої технології : ви зможете без зусиль зварити як тонкий естетичний шов, так і повністю проплавити товсті стики деталей. Вам також не страшне зварювання міді, алюмінію або нержавіючої сталі. Але не усе так просто. Ця технологія має ряд нюансів, які треба врахувати перед зварюванням.

У цій статті ми детально розповімо, що таке аргонодуговая tig зварювання, які достоїнства і недоліки є у цієї технології, як правильно варити тиг зварюванням і яке устаткування потрібне для роботи.
Загальна інформація
Що таке автоматична аргонодуговая зварювання або ручна аргонодуговая зварювання TIG? Давайте розпочнемо з самої абревіатури. TIG означає “tungsten-Inertgasschweißen” (адаптивний переклад “вольфрам-защитный інертний газ”). У цій абревіатурі закладена уся суть цього методу зварювання : в роботі застосовується вольфрамовий електрод і захисні гази .

Вольфрамовий електрод-ключовий компонент TIG зварювання. Він має унікальні властивості: плавиться при відносно невеликій температурі (близько3500 градусів за Цельсієм), так що його можна без проблем використати з усіма видами алюмінію і сталі. При цьому “плавлення” номінальне. Сам електрод вважають неплавким, а це означає, що його необхідно періодично заточувати, щоб дуга була стабільною і її було легше за звістку. Сам стержень фіксується в пальнику, при цьому немає нужди турбуватися про довжину електроду, оскільки невживана довжина знаходиться в спеціальному ковпачку.
На кінці пальника розташовано сопло, в якому тримається електрод, і навколо пальника здійснюється подання захисного газу за допомогою спеціальної кнопки. У більшості випадків в якості захисту використовують газ аргон. Якщо не використати аргон, то в зварювальну ванну потрапить кисень і якість шва буде незадовільним. З’єднання буде пористим і неміцним, не виключено утворення тріщин. Усі ці проблеми і запобігає газу.
Необхідно запалити дугу. Вона плавитиме заздалегідь оброблені кромки. Якщо є можливість розташувати деталі як можна ближче один до одного, то це добре. Шов вийде дуже надійним і герметичним. Якщо має місце робота з проміжками або треба зварити украй міцний шов, здатний переносити істотні механічні навантаження, то зварювальники використовують присадний дріт.
В якості присадного матеріалу треба використати дріт, виготовлений з того ж металу, який вимагається зварити. За допомогою такої технології можна легко зварити алюміній, з яким у новачків звичайні багато проблем. При високій температурі на поверхні алюмінію утворюється окисна плівка, яка перешкоджає формуванню якісного шва. У гірших випадках плівка просто не дає зробити зварювальну ванну і вести шов. За допомогою тиг зварювання можна розв’язати цю проблему, оскільки захисний газ не дає плівці формувати на поверхні металу.
Застосування
TIG зварювання з піддуванням отримала своє поширення ще і тому, що температура горіння дуги досить висока. Завдяки такій особливості зварювальник може з’єднати і вуглецеву сталь, і кольоровий метал. При цьому якість шва буде на гідному рівні. Можна працювати з чавуном, алюмінієм і його сплавами, титаном і іншими металами. Особливо естетичними виходять шви при тиг зварюванні нержавіючої сталі. Шов відразу виходить чистим, його не треба очищати від шлаку або бризок.

Усі ці достоїнства TIG зварювання дозволяють цій технології знаходити собі застосування на заводах великих автоконцернів, в харчовому бізнесі, в хімічній і нафтопереробній галузі, багатьох приватних автосервісах і станцій технічного обслуговування автомобілів.
Переваги
Окрім усіх перелічених вище плюсів є ще ряд достоїнств, які не можна не згадати. Усі вони пов’язані, звичайно, з використанням вольфрамових стержнів і інертних газів. Отже, плюси:
- Не дивлячись на високу температуру мінімальна деформація металу при зварюванні за рахунок вузької зони прогрівання.
- Газ аргон важчий за кисень, тому повітря безперешкодно витісняється із зварювальної зони.
- Робота проводиться швидко, навчитися не складно, зварюванням може займатися навіть майстер без високої кваліфікації.
- Зварне з’єднання виходить дуже акуратним і рівним, не потрібно ніяку механічну обробку шва.
- Можна зварити безліч металів, у тому числі проблемних (на зразок алюмінію).
- Значно менше негативного впливу на екологію.
Недоліки
Аргонове зварювання усім хороше, але наша стаття об’єктивна, так що розповімо і про мінуси:
- Зварювання на відкритому повітрі при вітряній погоді скрутне, оскільки газ буквально видувається із зварювальної зони (проблема вирішується установкою вітрозахисних щитів, але при цьому витрата газу істотно збільшитися).
- На відміну від інших видів зварювання, тиг зварювання вимагає ретельної підготовки металу. Кромки треба зачистити, не повинно бути ніяких слідів олії і бруду, поверхні мають бути знежирені. Якщо проігнорувати цей етап, то шов вийде пористим і неякісним.
- Пальник влаштований таким чином, що робота у важкодоступному місці може перетворитися на справжню проблему. Майстри пропонують збільшувати виліт стержня або обрізувати електрод, але усе це призводить до перегрівання або інших неприємностей.
- Якщо ви використовуєте у своєму апараті функцію “TIG lift”, при цьому розпалюєте дугу поза зварювальною зоною, то на поверхні металу можуть утворитися сліди, які треба потім зачищати. Але це швидше мінус, пов’язаний з недосвідченістю зварювальника.
Як варити TIG зварюванням
Запам’ятайте найголовніше:50% успіху-це правильний режим TIG. Від цього залежить, наскільки виправдаються ваші старання по підбору електроду. Але про ці особливості ми поговоримо пізніше. Спершу розповімо про підготовку металу.
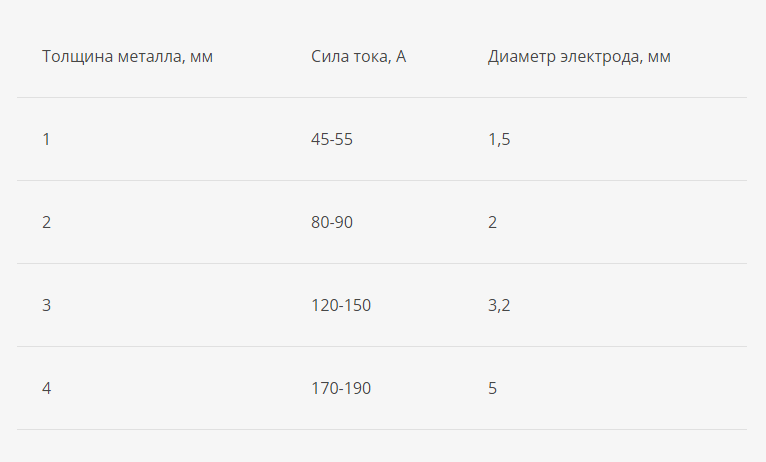
Очистьте кромки від бруду, фарби, олії і корозії (якщо є). Навіть якщо вам здається, що кромки не потребують очищення, все одно не ігноруйте цей етап. Потім треба вибрати силу струму. Від цього залежатиме те, наскільки добре проплавиться метал. Нижче таблиця з рекомендаціями по установці сили струму.
Потім треба встановити полярність. Якщо ви працюєте на постійному струмі, то використайте пряму полярність. Якщо вас чекає тиг зварювання змінним струмом, то відповідно зворотну полярність.
Також треба добре ув’язнити електрод. Кінець електроду слід відполірувати. Якщо вам треба зварити тонкий метал, то вибираються спеціальні електроди для тонкого металу, які потім заточуються до гостроти. Якщо має відбутися зварювання тиг товстого металу, то можна змінювати кут заточування.
Щоб запалити дугу можна провести електродом по поверхні металу (метод чирканья, по аналогії з сірниками), можна включити функцію TIG lift, що спрощує піджиг дуги, або користуватися методом безконтактного піджига. Ми рекомендуємо використати саме третій метод, але він доступний тільки при роботі з професійними дорогими апаратами.
А тепер поговоримо трохи про устаткування, яке обов’язкове вам знадобитися, якщо ви вирішите займатися цим видом зварювання професійно. Спершу придбайте або дізнайтеся, якщо на вашому робочому місці апарат, в якому доступні різні режими TIG зварювання, кабель для кріплення на масу, газовий балон і редуктор. Це дуже важливо.
Також непогано було б дізнатися про те, який пальник використовується у вашому апараті. Є два типи: перший застосовується при роботі з тонкими металами (до3 міліметрів), другій відповідно для усіх інших металів. Пальник для тонких металів відрізняється малою потужністю, тому з нею зручніше працювати, вона швидко остигає. А ось пальник другого типу потребує додаткової системи охолодження. Наприклад, система водяного охолодження, коли в пальник вбудована трубка з поданням холодної води і спирту, щоб вода не замерзнула, коли система охолодження довго не використовується.
Висновок
Зварювання tig-технологічний і сучасний спосіб зварювання, що відкриває нові можливості навіть для досвідченого майстра. Зварювання аргоном із застосуванням вольфрамового електроду або присадного дроту дозволяє зварити різні типи металів, від тонких до товстих. Вам доступне швидке і якісне зварювання міді, алюмінію, чавуну і титану. Більше не треба витрачати силу-силенну часу, намагаючись вирішити усі проблеми, пов’язані з особливостями кожного металу.