Перш, ніж приступити до зварювання металевих виробів, необхідно їх підготувати. Безпосередньо підготовка металу під зварювання складається з декількох етапів. Спочатку метал піддається правці, потім здійснюється розмітка і різання виробу, його зачистка і підігрівання. На завершальній стадії робляться гнучка і обробка кромок. Ці процедури потрібні для того, щоб добитися якісного з’єднання елементів конструкції.
Варто пам’ятати: іржа, частинки металу, інші елементи, що залишилися на поверхні, перешкоджають якісному зварюванню.
Тому важлива правильна підготовка деталей до зварювання, яке дозволяє поліпшити зварюваність. Кількість процедур, які необхідно виконати при підготовці деталей під зварювання, може розрізнятися залежно від конкретної ситуації-міри забрудненості, деформації заготівель, об’єму робіт і інше. При цьому усі етапи підготовки регулюються згідно ГОСТ5264-80.
Правка металу – особливості процесу
Металеві заготівлі при транспортуванні або з іншої причини можуть деформуватися. В цьому випадку виникають складнощі з їх стикуванням в області зварювання, що призводить до зниження якості зварного шва.
Тому підготовчо виконується правка виробу. Залежно від розмірів заготівель і складності викривлених ділянок застосовується холодна або гаряча правка. Вона виконується вручну або спеціальними пристосуваннями. Плити з чавуну і сталі вручну виправляють молотком або кувалдою. При необхідності створити більший тиск застосовується ручний прес. Він є гвинтовим апаратом з двома плитами, між якими укладають деталі з деформованими ділянками, і виправляють їх під високим тиском.
Якщо вручну виправити деформацію неможливо, використовуються спеціальні пристосування-зокрема, листоплавильные верстати або преси різних типів. Ці пристрої працюють на електродвигунах, що виробляють необхідну для роботи потужність, для передачі якої використовуються редуктори. Таким чином вдається збільшити тиск на викривлені ділянки.
Особливості розмітки заготівель

Виділяють декілька способів розмітки: ручне, оптичне, мірне різання. При ручній розмітці використовуються прості інструменти для вимірів-наприклад, лінійка або штангенциркуль. Якщо розмічається невелика партія однотипних заготівель, застосовуються виготовлені з алюмінію або профільованих листів шаблони. Ручний спосіб відрізняється трудомісткістю і низькою швидкістю виконання роботи.
При оптичному способі нанесення розмітки застосовуються разметно-маркировочные машини. Їх перевага полягає у високій швидкості-до10 метрів в хвилину. Щоб розмітити заготівлю, необхідно запрограмувати апарат під встановлені параметри. Для нанесення розмітки в цих пристроях використовується пневматичний крен.
Технологія мірного різання не припускає нанесення розмітки на профілі-в цьому випадку в спеціальні машини закладається програма з вказівкою конфігурації і розмірів заготівель. В результаті апарат відразу ріже виріб під задану форму.
Різання металу

Варто відмітити, що термічне різання-це універсальна технологія, яка дозволяє розрізати вироби в різних напрямах, як прямолінійно, так і криволінійно.
Етапи підготовки кромок
Зачистка виробу

Не варто забувати про оксидну плівку, яка утворюється на поверхні металів при їх контакті з повітрям. Вона є жаростійкою, перешкоджає якісному зварюванню. Видалити її можна як болгаркою, так і вручну, щіткою з металу.
На виробництві деталі зачищаються піскоструминними і дробеструйными апаратами. Також робиться хімічна чистка-шляхом занурення виробів на певний час у ванну з хімічними реагентами. Цей тип очищення в основному використовується при підготовці деталей з кольорових металів, а чорні, сталеві заготівлі зачищаються вручну.
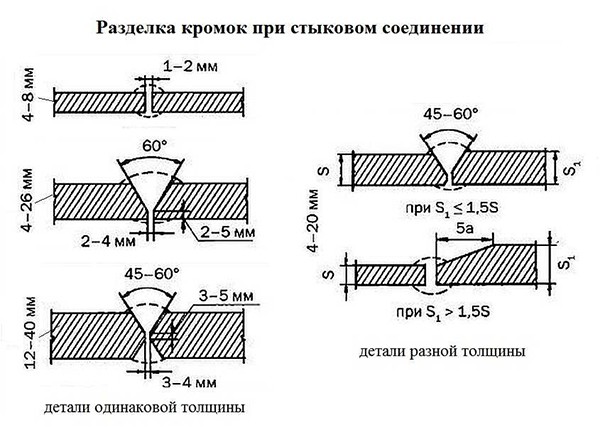
Підготовка кромок під зварювання
Кромки заготівель, особливо великої товщини, заздалегідь необхідно зачистити і надати їм потрібної геометричної форми. Виділяють плоскі, V – образные і Х-образні кромки. Плоскі кромки використовуються при з’єднанні тонких виробів, другі два види-при стикуванні товстих заготівель.
Важливо: кромки не обробляються, якщо товщина деталі не більше3 мм.
Для підрізування кромок при підготовці труб до зварювання холодним способом використовуються верстати або ручні інструменти. Термічний спосіб припускає використання пальників-ручних або автоматичних.Холодна підготовка металу до зварювання вважається якіснішою. В цьому випадку в рази підвищується точність зборки кінцевого виробу. А після термічної обробки фаски частенько треба довести до правильних розмірів і форми, особливо коли здійснюється підготовка труб під зварювання .
Зборка виробів під зварювання
До зборки виробів пред’являються наступні вимоги:Зборка здійснюється після того, як повністю завершена підготовка поверхні металу під зварювання. До місць з’єднання деталей треба забезпечити вільний доступ. Усі заготівлі мають бути надійно скріплені, щоб уникнути деформації при зварюванні.
Особливості підготовки труб до зварювання
Підготовка труб до зварювання вимагає відповідального відношення. Так, труби, виготовлені з низьколегованої і вуглецевої сталі обробляються тільки вручну холодним способом. Марка сталі впливає на глибину зняття металу. При підготовці труб до зварювання треба обов’язково перевіряти товщину стінок: по усьому колу торців в місці з’єднання вона має бути однаковою. А самі торці-перпендикулярними.
Після того, як вироби підготовлені, можна переходити до зварювальних робіт. Для цього може використовуватися напівавтоматичний інвертор. І підготовка до роботи зварювального напівавтомата-не менш важливий аспект роботи. Необхідно виставити силу струму, швидкість подання зварювального дроту, витрату захисного газу.
Таким чином, підготовка металу під зварювання-один з найважливіших етапів роботи. Часу вона займає багато, проте при дотриманні усіх правил гарантує високу якість кінцевого результату.
Детальніше з підготовкою металу можна ознайомитися на відео: