


Часто при зварюванні металів зварювальники стикаються з непроваренням зварного шва . Це процес, коли розплавлений метал не до кінця проникає всередину з’єднання. Дефект у вигляді несплаву викликає неміцність зварної ділянки. Він же-причина розвитку тріщин. Коли є присутнім непроварення, конструкція стає неякісною, яка згодом може зіпсувати імідж майстра в очах замовника.

Опис дефекту
Багато початкуючих зварювальників ставлять питання, що називають непроваренням. Несплави і непровари-ідентичне явище, що утворюється при зварюванні в корені або в перерізі шва. Помітити його можна при зламі зварюваного виробу або вирізуванні ділянок для контролю. Дефект проявляється у вигляді чорної смужки між металевими з’єднаннями.
Зовнішні тріщини і пори на зовнішній поверхні зварного шва візуально підкажуть про наявність вади. А рентген, гамма-промені, ультразвук допоможуть виявити внутрішні тріщини.
Причини непроварення
Поширені причини утворення непроварення при ручному дуговому зварюванні:
- неправильний метод зварювання;
- недостатній професіоналізм зварювальника;
- неполадки зварювального устаткування;
- погано підібрані зварювальні матеріали .
Інші причини:
- висока швидкість ведення електроду або пальника у напрямі шва;
- завищений діаметр електроду ;
- низька сила струму ;
- утворення водневих пір;
- неочищена поверхня кромок;
- маленький проміжок між кромками;
- вади великого кута притуплювання;
- маленький кут фасок.
Непроварення зварної ділянки-це небезпечний дефект, що виникає у вигляді несплаву деталей.
Види і причини несплаву
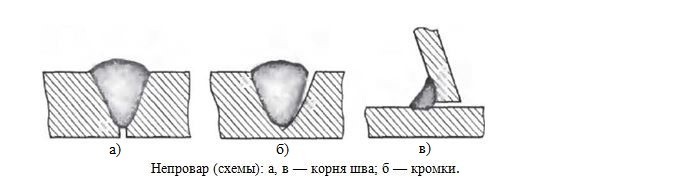
Дефект проявляється в різному виді. Буває непроварення кореня зварного шва (перший вид) і кромок (другий вид).
Непроварення в зварному з’єднанні першого виду характеризується несплавом металів в корені шва. Навантаження, особливо ударні, зменшують опірність ділянки деформації. Причини непроварення в корені шва:
- маленький проміжок;
- дрібний наконечник пальника;
- м’яке полум’я;
- відсутність зварювального вушка;
- висока швидкість зварювання;
- іржава, окисна, брудна поверхня кромок.
Існує таке поняття, як місцеве непроварення кромок. Це попадання розплавленої деталі на поверхню нерозплавленої. Між металами не утворюється міцному зв’язку, а шовний валик здатний навіть відокремитися від кромки. Причинами стають:
- погане розплавлення;
- знаходження пальника в одній стороні;
- дрібний наконечник;
- великий проміжок між ядром полум’я і поверхнею металу.
У разі, коли рідкий метал натікає на кромки основного непрогрітого матеріалу, утворюються напливи. Найчастіше вони зустрічаються під час зварювання горизонтальних швів . Їх легко побачити і відчути на гладкій поверхні.
Напливи формуються з огляду на те, що:
- метал предмета, що сплавляється, недостатньо прогрітий;
- майстер неправильно веде пруток;
- допускається промах в розрахунку кута нахилу для мундштука від пальника.
Під напливами зазвичай ховаються непровари. Є і інші дефекти, які можуть зіпсувати конструкцію.
Пористість сполучення
При незварюванні зварювального шва виникають різні вади. Пористість-один з них. Причиною такого дефекту є виникнення “пір”.
Стимулює появу маленьких газових пухирів висока концентрація вуглецю, водню і азоту. Також значення мають фізичні показники зварювальних шлаків . Формуються “пори” в процесі переходу від рідкої фази до кристалізації.
Примітне те, що сам метал кристалізується значно швидше, ніж пухирі газу, тому при створенні шва може утворитися внутрішня пористість виробу. Якщо зовнішня пористість не завжди веде до безповоротних руйнувань матеріалу конструкції, то внутрішня-вимагає обов’язкової реставрації.
Необхідно уважно підходити до процесу і враховувати усі особливості використовуваних деталей. Це допоможе добитися очікуваних результатів в улюбленій справі і при організації зварювального бізнесу .
Усунення і запобігання зварювальному дефекту
Усуваючи зварювальний дефект у вигляді несплаву, очищають корінь в місці вади і проводять зварювання ще раз. Під час установок важливих конструкцій дефектну ділянку зрубува
тимуть або вирізують, а потім зварюють наново.
Наступні методи допоможуть запобігти появі непроварення в зварних швах:
Оброблення кромок
Метод, коли заздалегідь обробляють кромки під певним кутом. При цьому залишають вільний контакт електроду до кореня шва і притуплювання. В потрібному місці очищають бруд, оксид, іржу і знежирюють поверхню. Підготовлені деталі рівно поміщають в одній площині, залишаючи між кромками проміжок.
Детальніше про підготовку металу під зварювання ви можете прочитати тут .
Теплове подання
Спосіб, коли швидкість проведення зварювання встановлюють так, щоб метал кромок устигав плавитися, оскільки під час швидкого переміщення електроду теплоти вистачить лише для шовної освіти. Зварюючи неодноразово деталі, видаляють шлак після усіх проходів, оскільки він завадить плавленню попереднього шва.