



У цій статті ми докладно розберемо всю необхідну інформацію про зварювальні напівавтоми: для чого вони потрібні, як вони працюють, які у них сильні та слабкі сторони. Для початку, давайте дізнаємось, у чому суть його роботи.
Напівавтомат за аналогією з інвертором для ММА-зварювання є приладом, за допомогою якого можна підтримувати рівень зварювального струму під час ручного зварювання. Одне з основних відмінностей у тому, що з напівавтомата подача металу електрода відбувається у авторежимі.
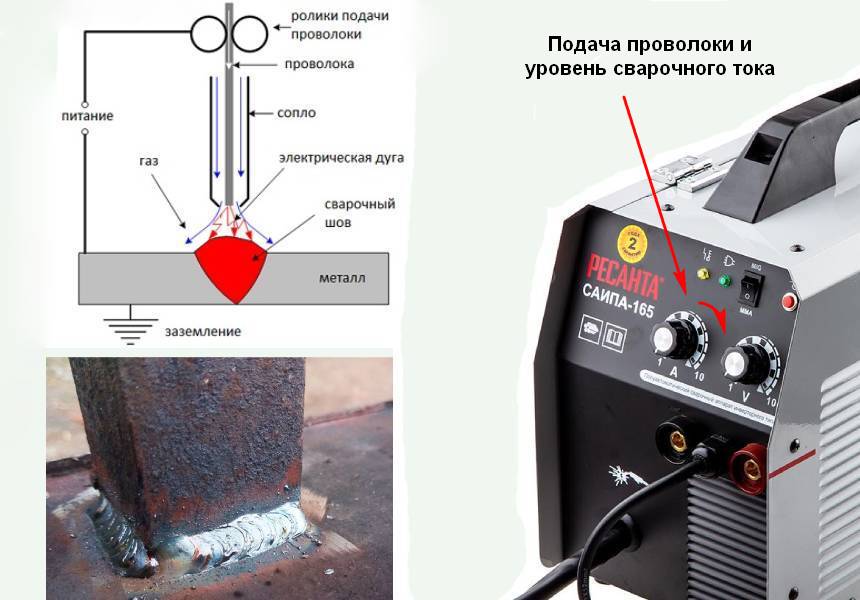
Під час роботи над формуванням зварювальної сполуки його захист здійснюється завдяки вуглекислому або інертним газам, що подаються з балона. Або ж, як альтернатива, за допомогою присадкового дроту, в якому містяться захисні речовини.
Як влаштований напівавтомат

Якщо порівнювати з більш поширеною серед любителів ММА-зварюванням, то напівавтомат має ще низку певних відмінностей. Для розуміння давайте звернемо увагу на деталі, які присутні в напівавтоматі.
Це балон з CO2, редуктор, котушка з присадним дротом, механізм подачі дроту, пальник (з соплом та кнопкою подачі газу та дроту)
Мінуси

Якщо вдаватися в деталі, то всі напівавтомати самі по собі значно складніше влаштовані, ніж стандартні інвертори. Плюс до того ж вони набагато дорожчі.
Що стосується безпосередньо роботи, то перед її початком завжди потрібно буде відводити деякий час на підготовчі процедури, як, наприклад, установка котушки з дротом присадки, налаштування швидкості її подачі, необхідного показника струму і газової подачі.
Після виконання всіх робіт, необхідно щоразу проводити очищення сопла та наконечника. Також, у разі використання газу, потрібно буде інколи змінювати важкий балон.
Останній пункт можна опустити, якщо використовується в роботі порошковий дріт, для якого не потрібен газовий захист.
Плюси
В першу чергу, за допомогою напівавтомата можна досягти правильного та якісного шва. Досягти хорошого з’єднання дозволяє стабільність подачі дроту присадки.

Крім цього, зварювальне з’єднання не покривається відходами та шлаками, так що не доведеться витрачати на це часом дорогоцінний час.
Напівавтомати виділяють набагато менше шкідливих для живих організмів речовин, що суттєво зменшує вимоги до вентиляційних систем. Також слід зазначити, що використання напівавтоматів рекомендовано для новачків.
Якщо брати до уваги дрібні побутові потреби на кшталт авторемонту, ремонту будинку/на дачі чи невелике виробництво, то разі переваги напівавтоматів істотно переважують їх недоліки.
Інше питання, якщо ви рідко займаєтеся зварюванням – придбання такого обладнання може виявитися недоцільним і невигідним.
Налаштування обладнання
Для початку слід зазначити, що зварювання напівавтоматом ділиться на 2 типи, розглянемо їх далі.
Варіант 1. Найчастіше використовується при зварюванні конструкцій із різного роду металевих профілів з товщиною стінки до 2,5 мм, які не мають якихось незвичайних вимог до міцності.

Іншими словами, такий варіант використовується за відсутності необхідності проводити провар з’єднання по всій глибині кромок. Для успішного виконання роботи потрібно подачу дроту та рівень зварювального струму налаштувати на мінімальні значення.
Дуга підтримуватиметься завдяки коротким замиканням. Що стосується процесу: при торканні дротом деталі вона трохи плавиться, після чого відбувається її стікання в з’єднання.
На так званому розриві виходить дуговий проміжок, що утримує шов у розплавленому стані. Після цього відбувається нова подача дроту і все відбувається знову за вищеописаною схемою.
Важливо розуміти, що за допомогою цього методу не можна досягти повного провару, проте при цьому можна виключити наскрізні випадкові пропалювання, робити без переналаштування кілька видів зварювання – у тому числі вертикальне, горизонтальне та стельове. За підсумком можна отримати рівний та акуратний шов, не відбувається його стікання.
Як уже зазначалося раніше, таке зварювання напівавтоматом може проводити навіть новачок, який вже через короткий час роботи пристосується до неї і видаватиме підсумковий результат не гірше, ніж у зварювальників з багатшим досвідом.
Також варто пам’ятати, що варіант з непроваром допустимо переважно в конструкціях з малими товщинами, коли загальна висота зварного шва не поступається товщині кромок, що зварюються.
Варіант 2. Як ви, напевно, вже зрозуміли, цей варіант більше підходить для товстих конструкцій (від 3 мм), що мають певні вимоги до міцності. У роботі з такими конструкціями просто потрібний глибокий провар кромок.
На відміну від першого варіанта, налаштування струму та швидкості подачі дроту потрібно виставити на великі значення (у деяких випадках – на максимальні). У такому випадку у вас вийде постійний дуговий проміжок, а дріт плавитиметься ще до контакту зі швом.
Звичайно ж, робота в такий спосіб вимагає вищого рівня підготовки зварювальника і, що не менш важливо, попереднього розрахунку та аналізу зварювання конструкції цілком. Серед іншого важливо продумати послідовність накладання швів, їх довжину і т.п.
До речі, про шви. Настійно не рекомендується формувати дуже довгі шви. Все через те, що через прояви теплових деформацій шов може вийти неякісним.
Натомість можна використовувати накладення пунктирних швів, проміжки між якими можна буде доопрацювати через деякий час. Це суттєво збільшить якість самого з’єднання.
Замість підсумків
Є ще один варіант зварювання, який іноді використовують під час роботи з напівавтоматом. У двох словах, його суть у свого роду імітації точок контактного зварювання.

Він використовується у разі, коли є необхідність негерметично з’єднати листовий метал із іншою конструкцією. У такому разі можна зробити отвори у певних місцях, поєднати деталі та направити напівавтомат у такі отвори.
За підсумками можна отримати акуратне з’єднання, яке нагадуватиме точку контактного зварювання або заклепку.