



“Зварювання за допомогою вуглекислого газу є поширеним способом зварювання металевих деталей у напівавтоматичному режимі.”
І хоча цей спосіб був відкритий менше ніж сто років тому, він довів власну затребуваність при зварюванні в наш час.
“У цій статті розповідається, про вуглекислоту, які переваги вона має і що потрібно враховувати при роботі з нею.”
ЗАГАЛЬНІ ДАНІ

Вуглекислий газ є газом, який не має запаху, кольору і широко застосовується під час напівавтоматичних зварювальних робіт. Його постачають у зрідженому стані у балонах під тиском у 70 атмосфер.
Найпоширенішим для зварювання є балон об’ємом 40 літрів. Він герметичний та має захист від корозії.
Однак існують і ємності менших обсягів, вони зручні при зварюванні будинку. І тут невеликі розміри мають значення. Балон має термін придатності до 2-х років.
Вуглекислота є найдешевшим і водночас ефективним газом для зварювальних робіт у напівавтоматичному режимі. Вона забезпечує захист місця зварювання від кисню, а метали від окислення.
З нею просто працювати і її можна купити в багатьох спеціальних магазинах. А разом із аргоном вуглекислий газ дає можливість отримувати високоякісні шви.
ОСОБЛИВОСТІ
Зварювальні роботи в напівавтоматичному режимі у вуглекислотних середовищах набули досить великої популярності як на великих, так і на невеликих заводах. Однак, у чому ж особливості зварювальних робіт із застосуванням вуглекислоти?

Чому цей спосіб зварювання такий поширений? Все просто. При зварюванні вуглекислотою конструкції майже не піддаються деформації, що дуже важливо для виробництв, які не бажають втрачати прибуток унаслідок шлюбу.
До того ж, при зварюванні з використанням вуглекислого газу не потрібна ретельна підготовка металу, шви володітимуть якістю та надійністю навіть після звичайного видалення олій та бруду. Навіть якщо підігнати конструкції на око, шви все одно будуть якісними.
Сутність подібного методу зварювання також проста. При збудженні електричної дуги та за її допомогою метал розплавляється.
В область зварювання подають вуглекислоту, яка виконує захисну функцію. Газовий струмінь виробляє обтікання зони зварювання, та забезпечує її захист від окислення та негативного впливу кисню.
Однак є особливість: вуглекислий газ не є повністю нейтральним. Тому необхідно застосовувати дріт для присадки. У цьому випадку вона не дозволить кисню проникати в область зварювання та окислювати метал.

Під час роботи потрібно використовувати дріт, який має високий вміст кремнію та марганцю. Якщо дріт, який ви вибрали, містить у своєму складі мідь, то це означає, що він має антикорозійні властивості.
Це дуже добре. Подібний дріт довго зберігається, дуга при його використанні світиться стабільно. До того ж, шви виходять високої якості та пори відсутні.
Якщо говорити про діаметр, важко рекомендувати щось конкретне. Можна сказати одне: дріт, який має діаметр 0,8 мм. – Найоптимальніша при зварюванні більшої частини металів, і до того ж вона не навантажує агрегат.
Окремо слід розповісти про поширений міф. Що порошковий дріт повністю замінює газ для захисту під час напівавтоматичних зварювальних робіт. Це не правда.
Досвід показує, що при зварюванні у вуглекислотному середовищі шви гарантовано виходять якісніше, ніж при зварювальних роботах без вуглекислоти, але з використанням порошкового дроту.
Однак застосовувати порошкові присадочні матеріали варто в тих ситуаціях, коли немає можливості транспортування балонів у місця проведення зварювальних робіт або можливість виникнення дрібного шлюбу не має великого значення.
ПЕРЕВАГИ
Напівавтоматичні зварювальні роботи з використанням вуглекислого газу чудово підходять при зварюванні виробів із вуглецевих сталей, які мають невелику товщину.
У подібних ситуаціях звичайне ручне дугове зварювання, або газове зварювання мають недостатню ефективність, тому що подібні способи призводять до деформації металу, не даючи можливості формування шва високої якості.
Зварювання у напівавтоматичному режимі з використанням вуглекислого газу часто використовується під час кузовного ремонту. У цій ситуації вона має відразу кілька переваг.
Подача дроту здійснюється в автоматичному режимі за допомогою спеціального пристрою, зварювальник не повинен відстежувати цей процес. Подібні зварювальні роботи в кілька разів швидше та ефективніше, ніж газове зварювання.
Під час робіт зі сталлю малої товщини швидкість зварювання також зростає, тому що дріт швидко розплавляється. Варто пам’ятати, що при подібному способі зварювальних робіт метал біля місця зварювання майже не гріється, що позитивно впливає на деталі.
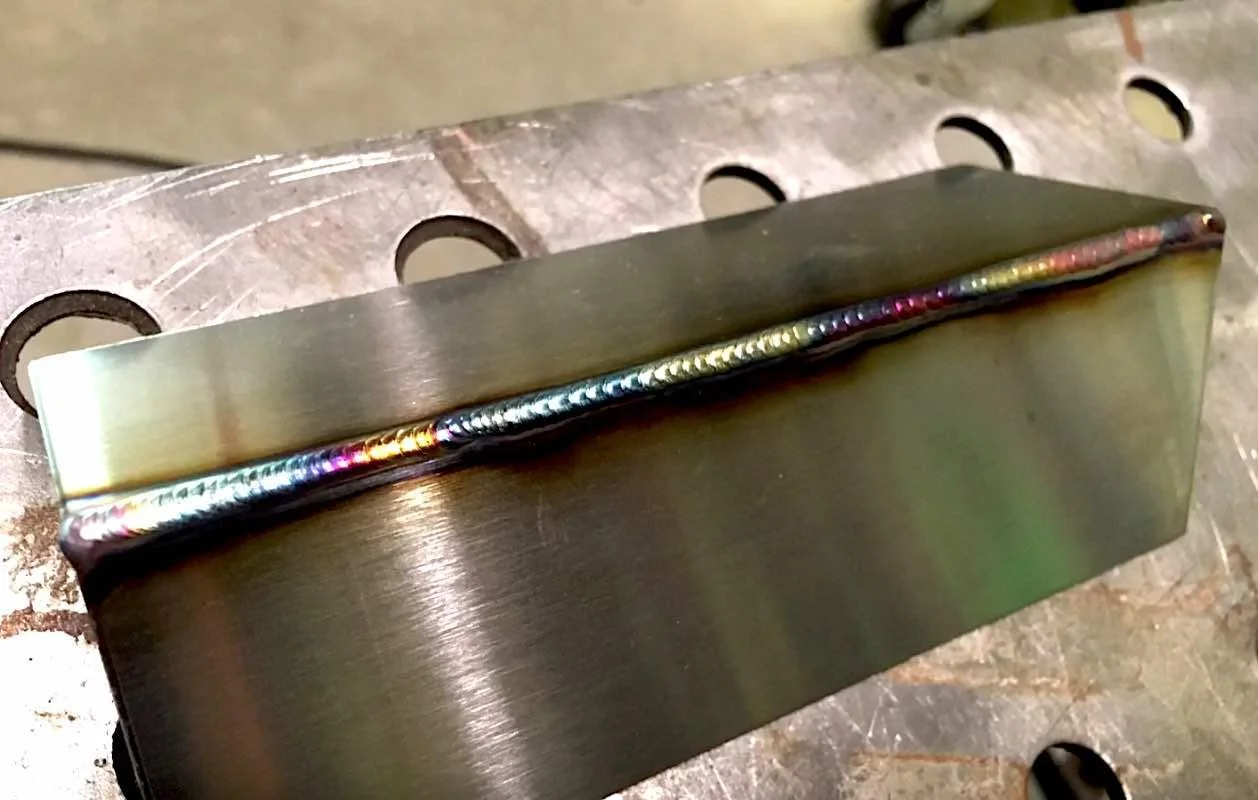
При цьому зварювальне з’єднання має не тільки високу якість, а й виходить красивим. Також таким методом можна замінювати газове зварювання з ацетиленом не втрачаючи якості, ще й зменшуючи собівартість роботи за рахунок невисокої вартості вуглекислого газу.
Якщо порівняти зварювання в напівавтоматичному режимі з використанням вуглекислого газу і ручне дугове зварювання, то і в цьому випадку воно має багато плюсів:
- По-перше, місце зварювання чудово захищається від кисню, чого не відбувається при ручному дуговому зварюванні. Там необхідно додатково використовувати флюс.
- По-друге, можна зварювати у будь-якому положенні, що зручно під час роботи у важкодоступних місцях. Ще покращується видимість процедури зварювання та за нею зручно здійснювати спостереження.
- Ще одним плюсом є велика швидкість роботи. У вас ніколи не вийде, використовуючи ручне дугове зварювання зварити велику кількість деталей, а ось за допомогою вуглекислого газу вийде.
Напівавтоматичне зварювання легке, з автоматичною подачею дроту. Це не порівняється за складністю з ручним дуговим зварюванням, при якому майстру все доводиться виконувати самому.
Під час вуглекислотного зварювання дуга легко запалюється і горіння її стабільно, немає необхідності в частій заміні електрода і зачистці зварного з’єднання від кірки зі шлаків.
Якщо у зварювальника немає необхідності пересуватися на велику відстань при роботі, то цей спосіб просто незамінний, тому що має високу продуктивність.
Напівавтоматичний апарат разом із вуглекислотою – це незамінний інструмент при зварюванні різноманітних конструкцій з металу, де потрібно виконати багато дрібних швів.
Наприклад, якщо потрібно зварити ворота, огорожі, ґрати тощо. Тому будь-яка ремонтна майстерня має такий апарат.
При цьому вартість ремонтних робіт буде вдвічі нижчою, ніж якби ви користувалися ручним дуговим зварюванням. З цієї причини велика кількість промислових підприємств замість ручного дугового зварювання використовують напівавтоматичне у захисному газовому середовищі.
ВИСНОВКИ

Вуглекислий газ для зварювальних робіт є чудовою альтернативою аргону. Він недорогий, з ним легко працювати. Тому вуглекислий газ нерідко можна зустріти у гаражах у домашніх майстрів, які вирішили зайнятися освоєнням зварювання у напівавтоматичному режимі.
До того ж у наш час виробниками пропонується широкий асортимент напівавтоматичних апаратів. Ціна багатьох апаратів становить близько 100 $ і з їх допомогою можна виконувати більшу частину нескладних робіт.
Тому рекомендується в деталях ознайомитися з технологією зварювання за допомогою вуглекислого газу та використовувати отриману інформацію на практиці. Вдалої роботи!