


“Напівавтоматичне зварювання – спосіб з’єднання металу за допомогою механічного апарату, який самостійно веде електрод.”
Він знайшов широке застосування у промисловій області (особливо поширений у автомобілебудуванні та на ремонтних підприємствах).
Метод має безліч переваг. Зокрема, він однаково доступний як новачкам, так і професіоналам. Втім, існують і свої нюанси у використанні. Далі ми докладно їх розглянемо, а також розберемося, як працює зварювальний напівавтомат.
Пристрій та принцип роботи напівавтоматичного зварювального апарату

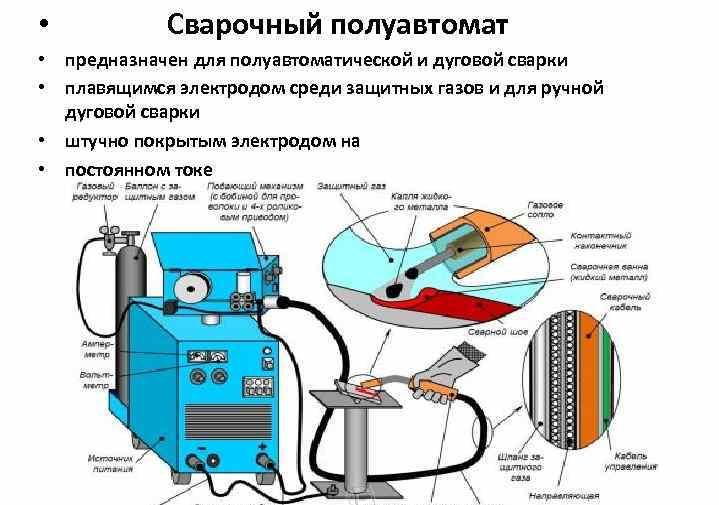
Конструкція зварювального напівавтомата має низку стандартних елементів. Залежно від типу та моделі змінюються тільки їх характеристики та матеріали.
- Джерело живлення – підбирається відповідно до потужності та розмірів напівавтомата. Як правило, встановлюється трансформатор чи інвертор.
- Газовий балон із вуглекислотою (при роботі із захисним газом). Від нього до апарату тягнеться трубка для подачі газу.
- Блок керування.
- Провід ланцюга керування.
- Механізм для подачі дроту забезпечує безперебійну автоматичну подачу електрода зі спеціальної котушки. Залежно від способу протягування дроту буває поштовховим, комбінованим, що тягне.
- Газова апаратура.
- Пальник – служить напрямною між балоном із захисним газом та областю зварювання. Щоб під час активної роботи не постраждав сам майстер, потрібно підбирати модель з ізоляційною рукояткою.
При зварюванні напівавтоматом відбувається утворення дуги для плавлення металу. Для цього необхідний дріт (електрод).
У процесі зварювання відбувається автоматичне подання дроту через мідну котушку. Під впливом температури вона плавиться, електроенергія перетворюється на теплову і створюється дуга.
Як уже говорилося, працювати з напівавтоматичним зварюванням можуть навіть новачки. При мінімумі знань та зусиль можна створити гарний та міцний шов нитковим способом.
Якщо конструктивні особливості деталей неможливо вести суцільне з’єднання, можна працювати точеними дотиками. Напівавтомат робить їх міцнішими, ніж ручний інструмент.
Важливу роль у своїй грає використання захисного газу. Без доступу кисню безпосередньо до зони зварювання вдається уникнути окислення металу.
Перш ніж розпочати безпосередньо зварювання, прораховується необхідна сила струму і швидкість подачі дроту. Потім потрібно встановити полярність напівавтомата – пряму або зворотну – виходячи з того, має працювати з захисним газом або без нього.
Далі кріпиться газовий балон та бобіна з дротом, вставлена в котушку. Безпосередньо перед зварюванням регулюється потужність подачі газу та натяг електрода.
Після того, як апарат увімкнений, рекомендується перевірити та при необхідності відрегулювати силу струму, прораховану раніше. Робити це найкраще на непотрібних відходах.
Залежно від способу розташування деталей, що стикуються між собою, можна визначити 2 основних способи зварювання.
Внахлест. Метод припускає, що деталі знаходяться в різних площинах, але при цьому одна з них лежить частково на іншій. Як правило, зварювання відбувається точково. Якщо робити мінімальні проміжки між з’єднаннями, можна створити рівного безперервного шва.
Стиковий. Використовується в тих випадках, коли деталі щільно прилягають одна до одної по краю. Найчастіше зустрічається у автомобілебудуванні. При належній майстерності зварювальний шов виходить майже непомітним, що не впливає на його міцність.
Крім розташування деталей, зварювальник повинен звернути увагу на їх склад, товщину заготовок, довжину зварного шва. Сукупність всіх факторів визначає, яку технологію краще використовувати.
Основні типи обладнання

Класифікацію напівавтоматичних зварювальних автоматів слід розглядати з урахуванням специфіки роботи та матеріалів, що використовуються.
Перше, на що варто звернути увагу під час вибору обладнання – його мобільність. У побуті зазвичай досить невеликого пересувного апарату. Ним же користуються для роботи з дрібними деталями та з’єднання невеликих ділянок.
Для постійної об’ємної (за площею та кількістю) зварювання краще підходять стаціонарні напівавтомати.
Важливим фактором є захист ділянки від впливу навколишнього середовища при зварюванні. Забезпечити її можна кількома способами. Найбільш поширене використання захисного газу. Також можна застосувати порошковий дріт або зварювання під флюсом.
Електроди для напівавтоматичного зварювання діляться на 3 типи: алюмінієвий, сталевий, комбінований.
Особливості використання газу при напівавтоматичному зварюванні

“Важливим елементом зварювального обладнання є газовий балон. У ньому міститься захисне середовище (найчастіше вуглекислота, рідше аргон або гелій), що використовується для з’єднання деталей із легованих сталей або кольорових металів.”
В інших випадках найчастіше можна провести зварювання без газу. Однак тут є нюанси.
- “Використання газу позитивно впливає не тільки на характеристики міцності шва, але і на його зовнішній вигляд (з’єднання менше впадає в очі).”
- Первинна обробка деталей під час роботи із захисним газом необов’язкова. Це суттєво економить час на підготовку.
- Використання вуглекислоти можливе навіть під час роботи з тонким металом. Інші способи захисту швів у разі малоефективні, оскільки часто призводять до деформації виробів.
- Під впливом газу електрод плавиться набагато швидше. Це, своєю чергою, сприяє поліпшенню продуктивності.
- На відміну від порошкового дроту та флюсу, вуглекислий газ більш доступний. З погляду економічної ефективності його застосування також має переваги.
Всі ці деталі сприяють тому, що при постійній роботі зі зварюванням майстри використовують захисний газ. Однак для побутових потреб і у сферах, де напівавтомат зустрічається не надто активно, купувати додаткове обладнання недоцільно.
Простіше забезпечити необхідну кількість дроту на основі порошку або флюсу. Під час зварювання високі температури плавлять електрод, і безпосередньо над створюваним швом утворюється захисний шар.
Відмова від газу сприяє виникненню низки труднощів, з якими допоможуть впоратися такі поради.
- При роботі з вертикальними швами та похилими з’єднаннями (кут понад 50 градусів) неможливо створити якісний шов, ведучи електрод зверху донизу. Це з тим, що розплавлений метал повільніше остигає і більшість шлаку стікає вниз, заважаючи проварці.
- Без захисного газу зварювальна дуга стає менш стійкою та часто обривається. Уникнути цього можна, якщо брати тонкі електроди на високій щільності та постійно контролювати силу струму.
- При використанні тонкого дроту не слід застосовувати методи, що передбачають нелінійне зварювання. Усі рухи повинні здійснюватися в один бік. Якщо величина зазору змушує робити рухи убік кращого контакту, варто взяти електрод більшого діаметра.
Напівавтоматичне зварювання: недоліки та переваги

Ми вже зазначили кілька позитивних сторін використання напівавтомата у зварювальних роботах. Однак крім доступності та кращої продуктивності цього методу є й інші плюси:
- “можна працювати з листовим прокатом, товщина якого починається від 0,5 мм;”
- збільшується список використовуваних металів – напівавтомат однаково ефективно взаємодіє зі сталлю, чавуном та алюмінієм;
- заготовки, покриті оцинковкою, можна з’єднувати суцільним швом, не побоюючись пошкодити лист;
- на відміну від ручного зварювання напівавтоматична менш вимоглива до ступеня очищення поверхні;
- “при акуратній роботі шлакові покриття не перекривають шов, і перевірити його якість можна візуально.”
Недоліки у зварювання напівавтоматом також є, проте їх лише кілька. Насамперед, це обов’язкове використання захисної маски та спеціальної форми.
Це пов’язано з тим, що дуга, що утворюється між заготівлею і електродом, дає сильніше випромінювання, яке може нашкодити при недостатній обережності.
Захисна амуніція уберігає і від крапель розжареного металу, які інтенсивно розбризкуються за відсутності захисного газу. Однак більша частина їх осідає на оброблюваних деталях, що також відноситься до мінусів використання напівавтомата.
Практичні поради щодо вибору напівавтомата
Щоб зварні з’єднання були міцними та естетичними, необхідні 2 основні компоненти – майстерність зварювальника та якісне обладнання. Перший приходить із досвідом, а для покупки другого достатньо звернути увагу на кілька важливих аспектів.
- Краще вибирати перевірений бренд та модель з позитивними відгуками.
- Функціонал апаратів може відрізнятись залежно від моделі. Перед покупкою потрібно переконатися, що є всі необхідні режими та доповнення відповідно до наявної специфіки роботи. У той же час не варто переплачувати за функції, які навряд чи коли-небудь стануть у нагоді.
- Аналогічно слід підбирати потужність напівавтомата. Вищі характеристики забезпечують зростання продуктивності та якості провару. Але для побутового використання співвідношення між потужністю та вартістю апарату є неприйнятним.