



Особливості матеріалу
Чавун є сумішшю заліза з вуглецем. Виділяють декілька видів чавуну з домішками:
- Сірий (1,9%-2,5% кремнію,3,2%-3,5 % вуглецю, є присутніми ще марганець, фосфор і сірка)-пластичний і в’язкий, обробляється різанням, використовується в художньому литві;
- білий (2,14%-6,67% вуглецю)-крихкий, але твердий, надалі переплавляється на сталь;
- ковкий (2,4%-3,0% вуглецю)-отримують з білого чавуну за допомогою нагріву;
- високоміцний (3,2%-3,8% вуглецю)-отримують за допомогою добавки магнію, властивості цього матеріалу близькі до властивостей вуглецевих сталей.
Складність обробки чавуну полягає в наступному:
- на поверхні утворюються мікротріщини і пори, що впливає на міцність сплаву;
- з’являються розжарені утворення;
- інструмент для різання металу нестримно затупляется;
- тонкий шар матеріалу розсипається під впливом високої температури.
Для зварювання використовується сірий чавун.

Підготовка до зварювання
Перша дія – зачистити метал. Це робиться болгаркою. Використовується насадка, яка називається пелюстковим кругом. Допускається використання і інших насадок. Потім поверхня знежирюється розчинником, наприклад, ацетоном.
Якщо обробляється тріщина, то вона зачищається до її закінчення, робляться отвори радіусом5 мм.
Підготовка до роботи має особливості:
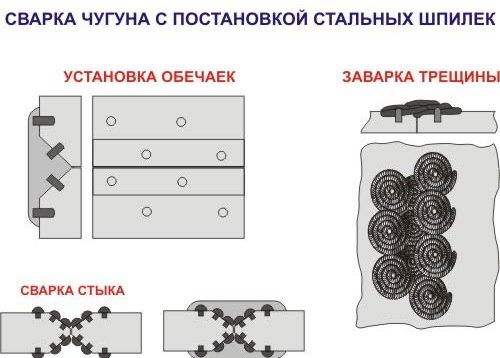
- використання шпильок (складаються із сталі, діаметр складає40% і менше від товщини чавуну);
- оброблення кромок (надається кулястої форми);
Окрім особливостей і нюансів, буде розказано, як правильно варити чавун.
Технологія зварювання
Фахівці виділяють3 технології електрозварювання :
- холодна;
- напівгаряча;
- гаряча.
При наплавленні шва майстер повинен враховувати наступні моменти.
- Не варто швидко охолоджувати поверхню деталі. При виконанні майстром стикування спільно із сталлю подовжується інтервал охолодження останньої. Для цього посипають поверхню деталі вугіллям або сухим піском. Швидке зменшення температури багате виникненням тріщин.
- Рідкому стану чавуну властива плинність. Це слід враховувати під час роботи.
- При зварюванні TIG необхідно забезпечувати щільний шов. Складним вважається електрозварювання двох неоднорідних металів. При проведенні дій варто враховувати властивості усіх задіяних матеріалів.
Професійні зварювальники строго виконують технологію зварювання чавуну електродами. Вони ознайомлені з усіма документами, в яких описаний процес і алгоритм роботи з чавуном і іншими металами. Перед ними не стоїть питання про те, як заварити чавун.
Для інвертора (джерело струму) використовуються електроди. Їх можна придбати або створити самостійно.

Характерні властивості реконструкції чавунних деталей електрозварюванням складаються з наступних моментів:
- Підготовка поверхні-видалення недоліків. Це робиться вручну або механічно. Якщо ушкодження знаходяться на відстані більше20 мм один від одного, їх видаляють окремо. При знаходженні ближче їх варто видалити разом.
- Важливо правильно визначити склад металу, від цього залежить спектр усіх робіт. Досвідчений зварювальник виявляє, наскільки матеріал стійкий до теплової дії. Сірий чавун піддається до обробки краще, додаткові заходи робляться при потемнінні металу. Чорний гірше за усіх піддається електрозварюванню. Якщо матеріал промаслений, то питання “як зварювати чавун” відпадає. Це стає неможливим. Ковкий чавун розігрівається перед твором дій над ним, інші варіанти не приведуть до бажаного результату.
- Для підтримки якісного зчеплення шва в деяких випадках застосовуються сталеві шпильки: в оброблювану поверхню вставляється їх необхідна кількість. Вони допомагають посилити зварний шов, понизити долю вуглецю в матеріалі шва. Об’єм графіту в електроді варто контролювати самостійно.
- При проведенні зварювальних маніпуляцій необхідно, щоб трохи розплавленого матеріалу знаходилося в зварній ванні. При здійсненні завдання його рівномірно перемішують.
- Для зварювання можуть згодитися присадні прутки з чавуну.
- При завершенні деталь покривається шаром піску або подрібненого вугілля, щоб запобігти швидкому охолодженню. Якість перевіряється візуально. На шві не повин
но залишитися непровареных місць. Якщо виявлені неточності, пропалення і тріщини, поверхня зачищається, дії виконуються повторно. При з’єднанні чавуну з іншими металами накладається подвійний шов.
Допускається використання деталі після охолодження.
Електроди для зварювання
При здійсненні дій над сплавами виникають питання: чи можна варити їх, як поєднувати різні метали. Досвідчені майстри знають, як варити чавун так, щоб деталь прослужила довго.
В процесі електрозварювання звичайним електродом згорає вуглець сплаві, тому часто в електрод додатково додається графіт. Широке поширення отримали матеріали, які містять нікель і мідь. Використання такого роду матеріалів виправдане їх властивостями.
- Нікель розчиняється в залозі. Шов, що утворився, не загартовується, виходить податливим для подальшої обробки.
- Мідь не розчиняється в залозі, а утворює дуже міцний шов. Майстри спеціально вибирають цей вид, щоб добитися високої міцності.
Сучасний ринок пропонує десяток різних електродів, які мають унікальні властивості. Вони вживаються у відповідних ситуаціях.
Поширені марки електродів :
- ЦЧ—4;
- ОЗЧ—2;
- ОЗЖН—1;
- МНЧ—2.
Останній вид допомагає отримати добротний шов. Він використовується для холодного і гарячого зварювання.
Перший варіант добре зарекомендував себе при використанні під час холодного зварювання, а також для з’єднання швом чавуну і сталі.
Електрод у своєму складі може мати такі речовини, як:
- ферросицилий;
- терміт;
- мармур;
- алюміній;
- рідке скло;
- титановий порошок.
Замість електроду іноді застосовується присадний дріт. Вона має графітовий стержень.
Методи зварювання

Виділяють 3 варіанти.
- Гарячий метод-вважається основним і правильним способом. Його суть полягає в наступному: перед початком процесу електрозварювання заготівлю нагрівають до певної температури. Вона варіюється від600 до650 градусів. Поза підприємствами використати метод проблематично, оскільки потрібний спеціальний нагріваючий прилад, знання нюансів, уміння взаємодіяти з нагрітим металом.
- Напівгарячий метод схожий на перший спосіб, температура удвічі менша-300-350 градусів.
- Холодний метод не передбачає нагріву заготівлі. Він має особливості, які варто враховувати. Спосіб використовується для зварювання чавуну електродом в домашніх умовах.
Для процесу електрозварювання використовується джерело струму, який називається інвертором .
Різання

- різання за допомогою болгарки є простим методом;
- при необхідності розрізати труби використовують труборізи;
- шабельна пила;
- різання за допомогою електроду;
- газокисневе різання;
- плазмове різання.
Варіантів багато, в домашніх умовах найчастіше використовується болгарка.
Заходи безпеки
Важливо піклуватися про збереження свого здоров’я під час взаємодії з металами і електричними приладами. Перерахуємо важливі моменти:
- робота повинна проводиться в приміщенні, яке освітлюється і провітрюється;
- апарат для електрозварювання має бути заземлений;
- не можна різко охолоджувати матеріал, тому треба захищати його від попадання вологи;
- використайте особисті кошти захисту : рукавички, окуляри і спеціальний одяг.