


Дефекти в зварному шві можуть не просто погіршити зовнішній вигляд з’єднання, але і понизити його експлуатаційні характеристики. Щоб виявити дефекти можна використати різні методи контролю якості : від простого візуального огляду шва, до застосування рентгена або ультразвукового устаткування.

Але що робити, якщо шви виявилися дефектними після проведення контролю якості? Чи обов’язково утилізувати деталі з дефектними швами? Зовсім немає. У цій ситуації допоможе виправлення дефектів зварювання. Далі ми детально розповімо, які існують дефекти зварних швів і способи їх виправлення.
Види дефектів
Існують зовнішні і внутрішні дефекти зварних з’єднань. Виходячи з назв нескладно зрозуміти, що зовнішні дефекти розташовуються на поверхні шва і їх можна легко виявити неозброєним оком. А внутрішні дефекти не видно, оскільки розташовуються усередині з’єднань і їх можна виявити тільки за допомогою спеціальних приладів.
Зовнішні дефекти
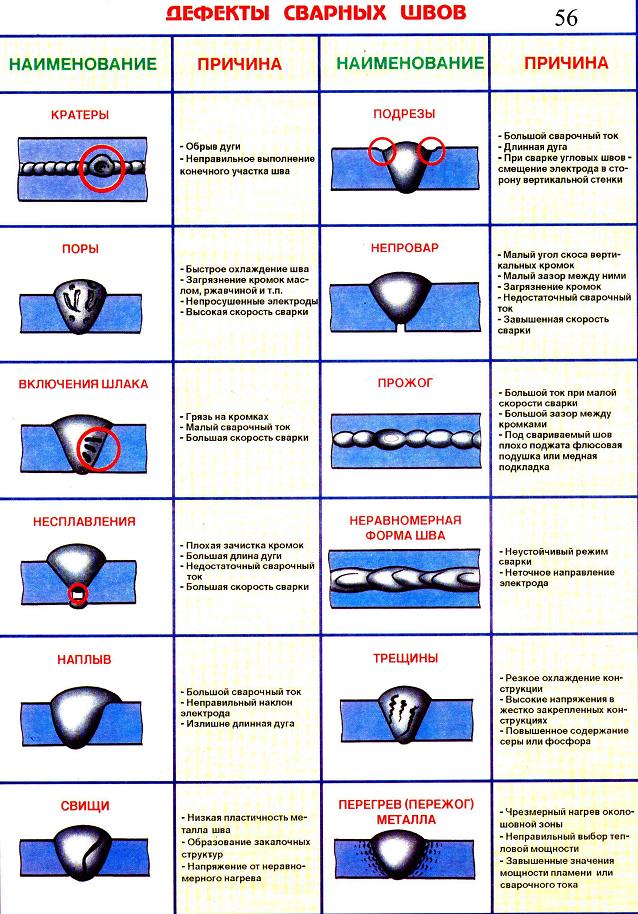
Непровари з’являються через те, що зварювальник встановив занадто маленьке значення сили зварювального струму на своєму зварювальному апараті. Простіше кажучи, сили зварювального струму не вистачило для повноцінного проварювання металу. Іноді непровари утворюються із-за великої швидкості зварювання або із-за неправильного оброблення кромок.
Щоб запобігти появі непроварів треба встановлювати оптимальну силу струму і зменшити довжину зварювальної дуги .
Підріз-дефект, що найчастіше зустрічається, при зварюванні таврових з’єднань і з’єднань внахлест. Рідше зустрічається при зварюванні стикового шва. Частенько підріз утворюється у тому випадку, коли встановлена неправильна напруга дуги або ви варите занадто швидко.
Усунення дефектів зварювання такого виду вимагає зменшення напруги дуги і рівномірної швидкості зварювання. Також рекомендуємо зменшити довжину дуги. Адже при великій довжині дуги шов стає широким, тепловложения просто не хапає на усе з’єднання і утворюються підрізи.
Головна причина напливу-неправильно налагоджений режим зварювання . Щоб запобігти утворенню напливів треба ретельно очистити кромки і правильно настроїти зварювальний струм, швидкість подання присадного матеріалу (якщо ви варите напівавтоматом), і підвищити напругу в зварювальній дузі.
Читайте також: Режими зварювання напівавтоматом в середовищі захисних газів
Пропалення-це, по суті, просто утворення наскрізного отвору в зварному з’єднанні. Пропалення-часта помилка початкуючих зварювальників, оскільки такий дефект виникає або при повільній швидкості зварювання, коли в одному місці концентрується занадто велика кількість тепла, або коли встановлено велике значення зварювального струму. Такий дефект істотно знижує прочностные характеристики зварного з’єднання, так що не допускайте його появи.
Щоб уникнути появи пропалень треба знизити силу зварювального струму, варити трохи швидше і правильно обробляти кромки. Якщо ви новачок, то допоможе тільки постійна практика. Особливо, якщо треба зварити алюміній, у якого маленька температура плавлення і при цьому висока теплопровідність.
Кратери утворюються на кінці зварного з’єднання у тому випадку, якщо ви різко обірвете дугу. Типовий кратер-це невелика неглибока воронка, яка проте істотно впливає на якість шва. Щоб уникнути утворення кратера не обривайте дугу і використайте спеціальні режими, які є у багатьох сучасних зварювальних апаратів. Ці режими автоматично встановлюють знижене значення струму при закінченні зварювання.
Внутрішні дефекти
Гарячі тріщини утворюються при використанні неправильного присадного матеріалу. Наприклад, присадний дріт може бути виготовлений з алюмінію і містити у своєму складі мало вуглецю, а зварюваний метал-це високовуглецева нержавіюча сталь. Як ви розумієте, в наявності повна несумісність зварюваного матеріалу і присадного дроту.
Також гарячі тріщини можуть з’явитися, якщо ви неправильно заварите кратер, що утворився. Тут найголовніше-не припиняти зварювання різко, інакше утворення тріщини гарантоване.
Є ще холодні тріщини. Вони утворюються вже після зварювання, коли з’єднання охололо і затверділо. Також холодні тріщини утворюються, коли шов банально не витримує механі
чного навантаження. Ми віднесли тріщини до внутрішніх дефектів, але насправді вони можуть утворюватися і на поверхні металу.
Пори-це, мабуть, найпоширеніший дефект. Будь-який зварювальник хоч би раз в житті стикався з пористістю шва. Головні причини утворення пір-недостатній захист зварювальної зони від кисню, неправильне або недостатнє очищення металу перед зварюванням, присутність слідів корозії або забруднень на поверхні металу. Ми віднесли пори до внутрішніх дефектів, але вони можуть бути і зовнішніми.
Щоб уникнути утворення пір треба перевірити справність пальника, з якого поступає захисний газ, а також уникати протягів цеху і не працювати на вулиці, якщо дме сильний вітер.
Способи виправлення дефектів
Ми побіжно вже згадували, які бувають способи усунення дефектів зварних швів. Але давайте розберемося детальніше.

Розпочнемо з виправлення тріщин. Якщо тріщини великі, то їх треба банально заварити. А щоб під час зварювання тріщина не збільшилася в розмірах треба зробити наскрізні отвори на відстані підлога сантиметра від кінців тріщини. Далі тріщину треба обробити V або X – образно. Оброблення проводиться за допомогою пневматичного зубила або газового різака. Можна також використати легко-дуговий різак. Далі оброблену тріщину треба зачистити і заварити.
Читайте також: Оброблення кромок під зварювання
В деяких випадках кінці тріщини можна прогріти газовим пальником перед заваркою. Так шов і нагріті ділянки матимуть приблизно однакову температуру і на кінцях колишньої тріщини не буде залишкової напруги. Усі ці рекомендації підходять тільки для зварювання зовнішніх тріщин.
Якщо у шва є внутрішні невеликі тріщини, непровари або шлакові включення, перепалені місця, то ці ділянки треба просто вирубати або виплавити і після наново заварити. Щоб прибрати наплавы або натікання треба їх видалити абразивом.
Іноді під час виправлення дефектів зварювальник по недосвідченості може деформувати метал. Для вирішення цієї проблеми існують механічні і термічні методи усунення дефектів зварних швів. Для механічної правки використовують домкрат, прес, молоти і інші подібні інструменти. Механічна правка використовується рідко, оскільки вона дуже трудомістка і часто призводить до утворення нових дефектів, на зразок тріщин і сколов.
А ось термічний метод правки використовується куди частіше. Технологія украй проста: частину металу, що деформується, нагрівають за допомогою газових пальників до тієї температури, поки метал не стане пластичним. Потім металу дають остигнути. В ході охолодження в нагрітих ділянках виникає зворотна напруга, яка випрямляє метал.
Також є ряд очевидних способів запобігти утворенню дефектів ще перед зварюванням. Щоб дефекти не утворювалися треба чітко дотримуватися технології зварювання, мати достатню кваліфікацію для виконання тих або інших робіт, вибирати якісні комплектуючі, враховувати фізико-хімічні властивості зварюваного металу і правильно настроювати режим зварювання. Якщо ви виконаєте ці пункти, то вірогідність утворення дефектів зводиться до нуля.