


Час читання :3 хвилини
Зараз вольфрамові електроди використовуються всюди. Їх застосовують для зварювання алюмінію, нержавіючої сталі, кольорових металів і багатьох інших матеріалів. Зв’язка вольфрамовий електрод + захисний газ-це хороший вибір для тих, хто хоче добитися якісних зварних з’єднань.
Але будь-який зварювальник скаже вам, що для гідного результату мало знати одну лише технологію зварювання. Необхідно також пам’ятати про маленькі хитрощі, які спростять і навіть поліпшать результат ваших робіт. Одна з таких хитрощів-заточування електроду. У цій статті ми коротко розповімо, навіщо вона потрібна і як можна ув’язнити вольфрамовий електрод самостійно.
Загальна інформація
Вольфрам-це один з самих тугоплавких металів, вживаних для виготовлення електродів. Температура плавлення вольфраму-більше3000 градусів за Цельсієм. В умовах звичайного зварювання такі температури не використовуються. Тому вольфрамові електроди називають неплавкими. При застосуванні вони практично не міняються в розмірі.
Але, незважаючи на це, вольфрамові електроди все ж можуть стати коротше. В процесі зварювання (наприклад, при підпалі дуги або при формуванні шва) електрод може сточуватися об поверхню металу. У більшості випадків це не так вже страшно. Але іноді затуплений електрод стає причиною непроварення.
Читайте також: Вольфрамові електроди по кольорах
Як розв’язати цю проблему? Дуже просто: ув’язнити. Заточений вольфрамовий електрод справно виконує свою функцію, утворюючи якісні довговічні шви.
Як ув’язнити електрод
Форма заточування може бути сферичною або конічною. Сферична форма більше підходить для зварювання постійним струмом, а конічна-для зварювання змінним струмом. Деякі зварювальники відмічають, що не помічають великої різниці при зварюванні електродами з різною формою заточування. Але наш досвід показав, що відмінності все-таки є. І якщо ви виконуєте зварювання професійно, то різниця буде очевидна.
Оптимальну довжину заточеної частини можна розрахувати по формулі Ø*2. Т. е., якщо діаметр електроду дорівнює3 мм, то довжина заточеної частини має бути6 мм. І так по аналогії з будь-яким іншим діаметром. Після заточування трохи притупите кінець електроду, постукавши ним по твердій поверхні.
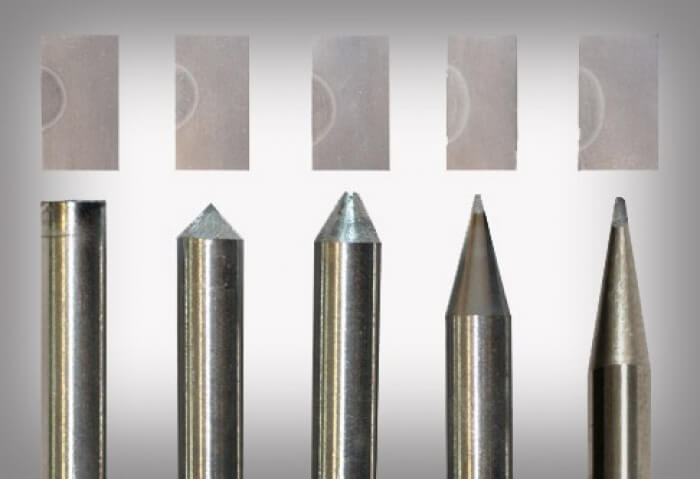
Ще один важливий параметр-це кут заточування електроду. Він залежатиме від того, яку величину зварювального струму ви використовуватимете.
Так, при зварюванні на малому значенні зварювального струму для заточування буде досить кута в10-20 градусів. Оптимальний кут-20 градусів.
Кут заточування в20-40 градусів-це хороший варіант при зварюванні із застосуванням середніх значень зварювального струму.

Якщо ви використовуєте струми великої величини, то кут заточування може бути від40 до120 градусів. Але ми не рекомендуємо заточувати стержень більш ніж на90 градусів. Інакше дуга горітиме нестабільно і вам буде важко сформувати шов.
Висновок
Це усе, що вам треба знати про заточування вольфрамового електроду. Цю процедуру можна зробити з будь-яким неплавким стержнем, він не обов’язково має бути виготовлений з вольфраму. Ми поділилися загальними рекомендаціями стосовно заточування. Якщо у вас є свої методи або способи, ви можете поділитися ними в коментарях. Ваш досвід буде корисний для усіх новачків. Бажаємо удачі в роботі!