


Виробництво зварювальних робіт вже має на увазі наявність напруг, які накопичуються і присутні в металі через вплив постійних навантажень. Але це не прирікає на невдачу та не впливає на кінцевий результат. З негативних наслідків, які можуть статися, це деформація поверхні металу або самого зварювального шва.
Нижче ми розповімо про причини деформації металу, величини такої деформації та порад, як її уникнути. Буде торкнутися поняття напруги при зварювальних роботах. Описано рекомендації та звичайні поради під час проведення робіт.
Замість вступу

Багато хто запитує, що ж викликає концентрацію напруги в зварних швах? Для цього надають аналізу три основні фактори: фізичні властивості металу, неякісний шов, велике нагрівання при виконанні зварювання. Ми спробуємо розкрити головну, з погляду, причину.
Технологічні дефекти зварного шва – головна проблема підвищеної напруги. Так, інші причини, такі як неправильне обрис зварних швів також можуть викликати напруги або деформації. Але ні вони, ні нагрівання при здійсненні зварювання, про яке говорять зварювальники, не має такого істотного впливу як технічний дефект.
Основні такі дефекти: погано кухонні ділянки, газоутворення в зварювальних з’єднаннях, наявність шлаку або тріщин швом. Тобто точки, де є дефекти, є місцями концентрації, де напруга досягає свого максимуму, що призводить до деформації при зварюванні.
Безумовно, нагрівання металу також впливає і відіграє важливу роль у робочому процесі, але він не є як такою першопричиною.
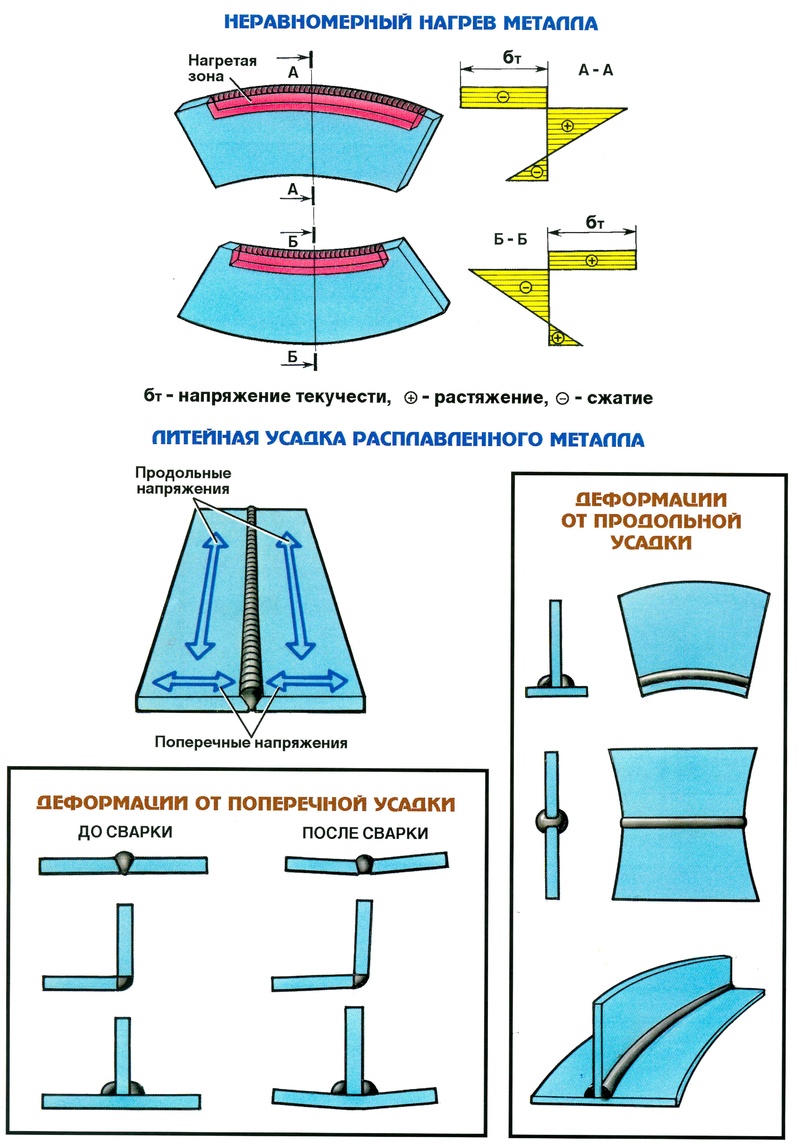
Досвідчені фахівці виділяють ще одну причину, яка призводить до виникнення деформацій при зварювальних роботах. Після того, як метал остигає, відбувається його усадка, що є нормальним і природним явищем, адже метал змінює свій агрегатний стан з рідкої форми в тверду. Але причина появи деформації полягає у неправильному охолодженні.
За словами багатьох майстрів, якщо готовий виріб (конструкція) має досить складну форму і має безліч різних швів, це неодмінно є ризиком появи деформації та/або напруги. Швидше за все ці наслідки виникнуть, якщо неправильно здійснено розрахунок навантаження.
До наслідків неправильної усадки може призвести нерівномірне прогрівання металу при виконанні зварювальних робіт деяких видів. Тому приділяють підвищену увагу рівномірності прогріву металу при формуванні шва.
Шляхи запобігання деформації

Нормативні документи докладно описують заходи боротьби зі зварювальною напругою, але часом слушна рада багаторічного зварювальника також дуже хороша. Адже найчастіше такі поради даються на підставі набутого досвіду, який дається нелегким шляхом. Для виключення низки критичних ситуацій, новачки завжди повинні мати під рукою таку собі «збірку рекомендацій».
Перша рекомендація полягає в тому, щоб при здійсненні зварювальних з’єднань встик поділити загальну довжину всього шва на ділянки з невеликою довжиною по 10-20 сантиметрів і накладати зворотноступінчастим шов і комбінованим методом.
Цей метод поділу ділянок роботи полегшить Вашу працю і позбавить необхідності виробляти безперервний шов. Потрібно також не забувати робити зварювання згідно з вимогами робочої документації.
Описані рекомендації розподіляють нагрів рівномірніше, навіть за наявності невеликих і малозначимих дефектів зварного шва, виключається накопичення надмірної напруги. В результаті це скорочує ризик виникнення деформації.
Друга рекомендація є вибором послідовності формування зварних швів, що насправді непросто. Якщо перший виконаний зварний шов призвів до згинання металу в один бік, наступний шов ви повинні виконати таким чином.
Щоб другий ділянці відбулося вирівнювання метал, тобто. постаратися здійснити вигин у протилежний бік. Тим самим ви зможете нівелювати протилежні деформації та вирівняти деталь.
Третій метод схожий на другий, але має певні відмінності. До початку зварювального процесу потрібно оцінити в яку зі сторін може деформуватися метал і з’єднувати деталі таким чином, щоб зрештою після їх остигання вони змогли вирівнятися під впливом один на одного і знизити напругу.
Деформація і напруга зменшитися з тієї причини, що охолодження кромок відбудеться з природним усадкою. Цей метод вимагає достатнього розуміння механізму поведінки металу та подальшої деформації.
При виконанні зварювальних робіт з трубами до початку виконання робіт їх необхідно розділити на окремі ділянки роботи (фрагменти). І вже потім приступати до зварювальних робіт. Після зварювання всіх елементів в один фрагмент можна приварювати його до основної або головної частини виробу.
Коли на готовій продукції є складні ділянки та елементи, а також виробництво має масовий характер вироблених деталей, вдаються до нерухомого закріплення елементів перед виконанням зварювальних робіт. Суть полягає у фіксуванні в кондукторах, твір зварювання, повне охолодження деталі, звільнення її та вилучення.
Слід врахувати, що це не гарантує відсутність напруги у зварних швах. Для цього вузли зварювання піддають термічній обробці, що знижує виникнення внутрішніх зварювальних напруг.
“Щоб зменшити або виключити деформацію, вдаються до ще одного досить простого і очевидного способу – прогрівання металу до початку зварювальних робіт. Завдяки прогріву знижується різниця температур між точкою, де проводиться зварювальні операції і самою деталлю.”
Дані умови виключають виникнення деформації через різкий вплив вогнища високої температури на холодній поверхні. Якщо виконання робіт відбувається з такими металами, як сплави сталі, чавун або кольорові метали у вигляді бронзи, алюмінію, виконання прогріву є обов’язковим.
Проковування зварних швів також є поширеною умовою за фактом закінчення зварювальних робіт і сприяє виключенню появи деформацій металу. Більш того, такий спосіб обробки не вимагає тимчасових витрат на очікування, коли метал охолоне. Виконання проковування гарячої деталі ще ефективніше.
Відповідно сам спосіб вже можна назвати швидким та ефективним. Також процес знімає надмірну напругу в готовій деталі і позбавляє можливої деформації. Слід приділити увагу рівномірності виконання проковки, інакше є ризик виникнення тріщин, а також швидкості виконання. Чим швидкість вища, тим кращий результат.
Термообробка швів – дозволяє зняти напругу в зварних з’єднаннях, знижує ймовірність появи деформацій. Оброблені таким методом зварні шви значно покращують експлуатаційні характеристики готових виробів.
Висновки
На підставі викладеного тексту позначено основні принципи запобігання деформації та напруги при зварюванні. Зварювальники новачки часто стикаються із надмірною напругою, але це не вирок до постійних дефектів.
Адже професійне зростання від початківця і з присвоєнням вищих розрядів полягає в тому, щоб навчатися на своїх помилках. З досвідом запам’ятовуються всі особливості зварних робіт. І надалі всі ваші та знахідки інших майстрів успішно застосовуються на практиці.
“Слід пам’ятати, що всі великі виробництва тестують зварювальні з’єднання, що дозволяє виявити недоліки та знизити ймовірність появи деформацій та напруги. Тестування дозволяє виключити повторення помилок та збільшити якість готової продукції.”