


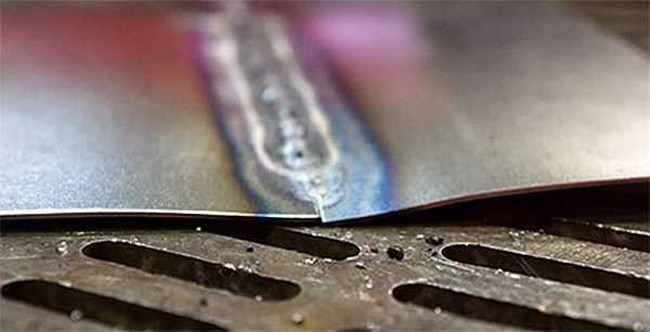
Будь-який зварювальник, будь він новачок або професіонал, стикався з тонколистовим металом. Тонколистовий (чи просто тонкий)-це метал завтовшки до2 мм. Він використовується всюди. Найчастіше з ним можна зіткнутися, працюючи з профільованими трубами.
Щоб проварити тонколистовий метал, вам не знадобиться потужний зварювальний апарат і електроди великого діаметру. З цієї причини працювати з тонкими металами не так вже складно. Проте, є ряд особливостей, які треба враховувати, виконуючи таку роботу. І якщо їх не врахувати, то швидше за все шви будуть дефектними.

У цій статті ми детально розповімо, як і чим варити тонкі метали, які зварювальні технології краще використати, які марки електродів підійдуть і як працювати з тонколистовою оцинкованою сталлю.
Складнощі при з’єднанні тонких металів
- У чому головна складність з’єднання тонкого металу, так це в тому, що при сильному нагріванні він прогорає і в нім утворюються діри. Працювати з тонким металом треба за принципом: “Чим швидше, тим краще”.
- Сила струму має бути невеликою, тобто і дуга має бути короткою. Коротка дуга легко гасне навіть при невеликому відриві, тому рекомендується використати при зварюванні апарати з хорошими вольт-амперними показниками.
- При дії високої температури на металеві листи, вони можуть змінювати свою форму: вони хвилеподібно вигинаються. З цим мінусом розпрощатися дуже складно. Єдиний вихід-постаратися не допускати перегрівання або відводити тепло.
Тонкий метал, як правило, зварюється методом ручного дугового зварювання. Метал1 мм—1,5 мм завтовшки рекомендується варити2 мм електродами. Вибір електродів для зварювання металів треба здійснювати, у тому числі, з урахуванням типу металевого изделия. З’єднання тонкого металу виконується безперервно упродовж усієї довжини зварного шва. Середній показник зварного струму-близько40-60 А.
Головна мета при з’єднанні тонкого металу-це не допустити пропалення. Інші дефекти при роботі з тонкими металами зустрічаються рідко.
Види з’єднання тонкого металу при ручному дуговому зварюванні.
- За допомогою безперервної зварювальної дуги. В даному випадку електрод треба направляти з середньою швидкістю. Якщо вестимете електрод занадто швидко, то провариться не увесь шов, а тільки його верхня частина. Якщо вести електрод повільно, то можна пропалити метал.
- З припиненням дуги. Цей спосіб найпопулярніший для з’єднання тонкого металу .
- Точкове зварювання .
Як і при при ручному дуговому зварюванні, так і при зварюванні металу інвертором, тонкий метал треба варити дуже швидко, щоб не допустити його охолодження.
Як вибрати потрібний електрод? Яким електродом варити метал? Від чого залежить вибір діаметру?
Одним з режимів зварювання дугою є діаметр зварювальних електродів. На вибір зварювальних електродів певного діаметру впливає не лише положення шва, але і товщина матеріалу.

Вибір діаметру електроду залежно від товщини зварюваного металу показаний в таблиці нижче.
Таблиця: діаметр електроду залежно від товщини металу, що сполучається.
Діаметр електроду і їх найпопулярніші моделі.
Серед величезної різноманітності електродів, багато хто з них має схожі технічні характеристики.
Діаметри електродів для зварювання LB-52U
Діаметри електродів для зварювання АНО—21
ОЗС—12
Для зварювання вуглецевих і низьколегованих сталей використовуються МТГ електроди01к або мтг03. Їх ще називають електроди лэз мр.
Чим відрізняються електроди окрім діаметру? Вибір зварювальних електродів залежить також і від матеріалу зварюваних поверхонь. Це необхідно у тому числі для того, щоб співпадала температура плавлення електроду і використовуваного матеріалу.
В даному випадку працюють елементарні закони фізики : чим більше металу вимагається розплавити, тим більше високу потрібно температура. Отже, для підвищення температури, потрібна більш висока сила струму.
Особливість електроду марки МР-3С в тому, що він впорається із зварюванням навіть металу, який погано очищений від оксидів або інших забруднень, з іржею або коли поверхні вологі. Підбір саме цих електродів незамінний при монтажних роботах, при зварюванні неповоротних стиків труб. Проте, все ж існує різниця між зварюванням підготовленого металу від погано підготовленого або непідготовленого зовсім.
Підготовка металу і його з’єднання
- Перед стиковим зварюванням тонких металевих листів їх необхідно зачистити і обробити. Залишати іржу або бруд небажано. Чим краще підготуєш метал, тим якісніше вийде шов.& nbsp;Видаліть за допомогою розчинника сліди фарби, олії, бруду. За допомогою болгарки, наждаки або напилка зачистите поверхню до блиску.
- Листи треба розташувати один до одного без наявності проміжків.
- Зафіксуйте їх за допомогою струбцин.& nbsp;Можна використати будь-які типи струбцини, у тому числі магнітні.
- З використанням коротких швів прихоплюйте елементи з інтервалом7-10 см Це робиться для того, щоб деталі не змістилися, і щоб зменшити вірогідність виникнення вигинів.
З’єднання тонкого металу інвертором
Інвертор дуже до речі при роботі з тонкими металами. При досвідченому застосуванні з його допомогою можна добитися відмінних результатів. Важливо правильно настроїти апарат, щоб уникнути помилок.
Позитивна особливість інверторів виражається, передусім, в тому, що можна варити, використовуючи зворотну полярність. Тобто, електрод нагріватиметься більше, а метал-менше.
При зварюванні інвертором треба використати розміри електродів від1,5 до2 мм з високим коефіцієнтом розплавлення, тоді шов буде якісним. Сила струму встановлюється невелика: приблизно30-45 ампер для1,5 мм електроду і40-60 ампер для2 мм.
Для того, щоб мінімізувати міру нагріву тонкого матеріалу, деталі треба поставити вертикально і варити зверху вниз. Кут нахилу приблизно30-40 градусів.
Техніка і методи з’єднання тонких металевих листів
У кожному конкретному випадку важливо визначити, якою технікою треба керуватися при з’єднанні тонкостінного матеріалу .

Метод відбортовки має на увазі відгинання кромок листа на необхідний кут і скріплення його поперечними швами через кожні5-10 см Потім треба прокласти безперервний шов зверху вниз.
Проте, не завжди виходить варити безперервний шов без пропалювання матеріалу. У такому разі, можна пробувати відірвати буквально на декілька митей дугу і опустити електрод назад в те ж саме місце, просуваючи його на пару міліметрів. Це робиться для того, щоб метал устигав остигати під час відриву дуги. Найголовніше правило при здійсненні таких дій-не дати остигнути металу занадто сильно.
Стикове зварювання тонкого заліза складно осуществима. Краще здійснювати її внахлест.
При стиковому зварюванні між листами можна розмістити дріт. У такому разі дугу необхідно вести по ній. Вона переймає на себе усю термо-нагрузку, тоді як самі листи не перегріваються.
Між листами замість дроту можна розмістити мідні пластини. Мідь має хорошу теплопровідність, приблизно в7 разів вище чим у сталі. Пластини укладають під місце зварювання, і вона “забирає” тепло собі, не допускаючи перегрівання металу.
З’єднання оцинковування
Оцинковування, тобто оцинкована сталь, це звичайна сталь, найчастіше в листах, тільки покрита цинком.& nbsp;При роботі з оцинковуванням у багатьох майстрів виникають труднощі, із-за яких не вдається сформувати якісний шов.
Товщина покриття електроду цинком може бути різною. Якщо вам треба її зварити, увесь цинк треба видалити з кромок. Це можна зробити наступними способами:
- Видалити механічно за допомогою болгарки, шліфувальної машинки, наждаки або металевої щітки
- Випалити за допомогою зварювання. Правда, в процесі цього випаровується цинк, пари якого отруйні. Тому, подібні роботи треба здійснювати на вулиці або в приміщенні, де є справно функціонуючий витяг.

Таким чином, з’єднання тонких пластинів металевих виробів вимагає наявності у фахівця певних знань і практики. Правильно з першого разу здійснити такий процес дуже складно. Зробити правильний вибір електродів для зварювання можна керуючись таблицями вище. Важливо пам’ятати, що діаметр електроду залежно від товщини зварюваного металу слід підбирати з розумом. Таким чином, треба розуміти, з яких умов вибирають і якими показниками треба керуватися, щоб з’єднати тонкостінний метал якісно.
Висновок
У цій статті ми розповіли усе, що вам треба знати про зварювання тонкостінного металу. Тонкі метали використовуються всюди, і рано чи пізно ви зіткнетеся з ними у своїй практиці. Використайте таблиці електродів для зварювання з цієї статті, щоб підібрати електроди, і не забувайте готувати метал перед зварюванням.
У представлених нижче відео показано, як саме здійснювати зварювання металевих пластинів, який електрод, техніку і метод зварювання вибрати.