



Алюміній досить складний метал в обробці і для нього потрібний особливий підхід у зварюванні і не всі технології кольорових металів застосовні до нього.
Проте він дуже широко застосовується в промисловості та будівельно-монтажних роботах завдяки своїй легкості та практичності та ще більшому списку переваг.
Зварювальникам часто доводиться з ним працювати, для цього потрібно уважно вивчити властивості обробки та його особливості, особливо якщо ви любителі та зварювальні роботи чекають удома.
Нижче ми розглянемо, яким способом виробляється зварювання, у чому особливості технології роботи з алюмінієм та його сплавами.
Де застосовується алюміній
Алюміній дуже добре проводить електрику та тепло, він дуже легкий і практично не іржавіє. Тому сфери його застосування дуже великі.
Починаючи з харчової промисловості, де виробляють із нього від фольги до посуду та столових приладів. Дуже широко застосовується у будівельній промисловості, у виготовленні деталей для виробничих агрегатів.
Через легкість металу активно використовується в суднобудуванні та авіаконструюванні. У машинобудуванні він використовується виготовлення деталей корпусів.
Також алюміній незамінний у виробництві твердого палива для ракет і вибухових речовин завдяки тому, що легко запалюється.
І його виробляють фурнітуру як для дверей та меблів, так і для одягу, корпуси для технічних пристроїв та багато іншого. У будь-якій сфері діяльність ви зможете знайти використання алюмінію.
Підготовляємо метал до зварювання

За технологією зварювальних робіт потрібно попереднє очищення металів, що зварюються від забруднень. Це стосується і алюмінію, зачистка в місцях зварювання має бути до блиску заготовок.
Обов’язково потрібно знежирення деталей, наприклад, розчинниками. Так само обов’язковим правилом є обробка кромок, якщо алюміній товщиною до 1,5 міліметра, тобто зрізаються всі зазубрини і нерівності.
Якщо товщина металу, що зварюється більше 2 см., то роблять обробку кромок, тобто знімають частину металу з кромок під певним кутом. Це не рекомендація – це обов’язкова процедура, винятків немає.
Обов’язково потрібно зняття окисної плівки. У домашніх умовах її можна зняти пальником, щіткою по металі або напилком, іноді використовують каустичну соду, яку потрібно змити водою.
Поле всіх підготовок потрібна перевірка металу на цілісність, його покривають хімічним складом, який виявляє тріщини та пошкодження, що дозволяє правильно оцінити, де формувати зварювальний шов.
Перед початком робіт обов’язково перевірте обладнання на малому ході, щоб переконатися, що все працює справно. Тепер можна приступати безпосередньо до зварювання.
“Особливості зварювання алюмінію”
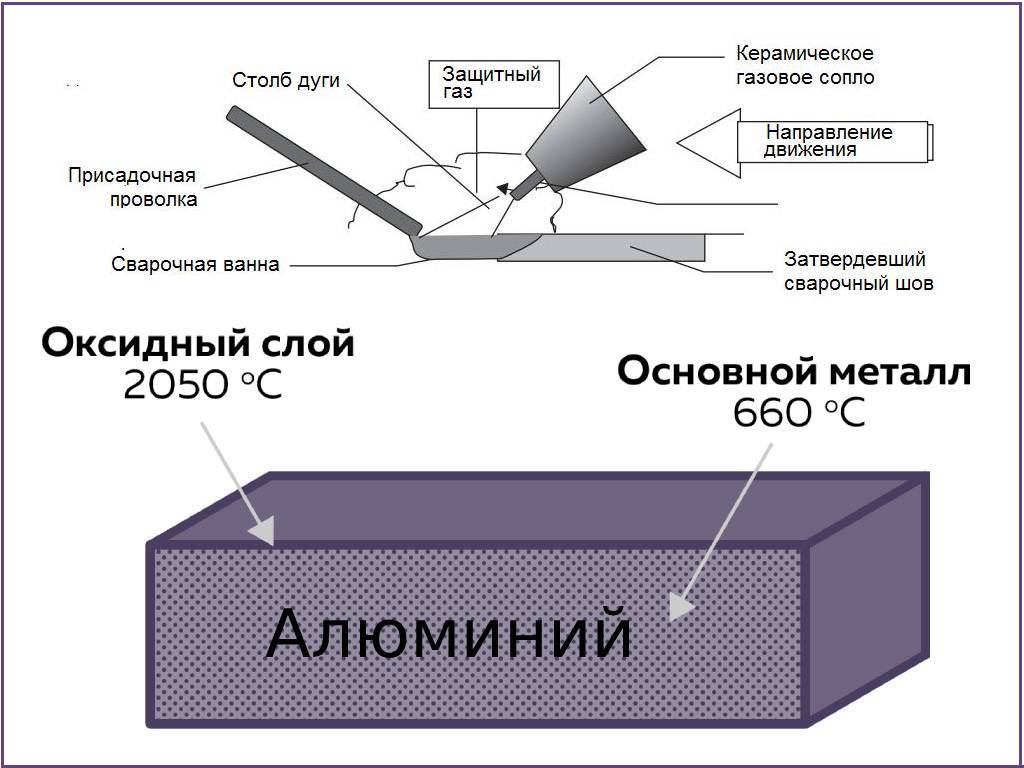
Робота з алюмінієм передбачає руйнування окисного шару, при цьому використовують або змінний струм, або постійний зі зворотною полярністю.
Чому важливо зачистити оксидну плівку, тому що температура її плавлення дуже висока і становить близько 20 тисяч градусів, а сам метал алюміній плавиться при 660 градусах, відповідно, вона перешкоджає зварюванню металу.
У зв’язку з цим алюміній вариться серед захисного газу, щоб ця плівка не утворювалася в процесі роботи. Не забуваємо, що алюміній дуже плинний метал, це ускладнює роботу з ним, якщо немає досвіду, варто використовувати мідні прокладки, які відводять тепло.
Технологію слід дотримуватися точно, тому що в самому металі містяться водень і кремній, а їх непроварювання та невиведення із зони зварювання можуть призвести до утворення пор та тріщин у районі шва, що послабить з’єднання деталей. Водню алюміній виділяє дуже багато, тому мікропори та мікропорожнечі залишаються повсюдно.
Якщо ви використовуєте пальник для з’єднання алюмінію, то частота струму повинна бути високою, так як алюміній дуже добре проводить тепло, тому сила струму потрібна набагато більше, ніж під час роботи з іншими металами. Якщо, наприклад, порівнювати зі сталлю, то різниця температур становить сто відсотків.

Різновидів сплавів у поєднанні з алюмінієм велика кількість, тому складно буває визначити точний склад і підібрати правильний присадний дріт і вибрати потрібний режим, що порушить технологію, а значить і якість результату.
І не треба забувати, що при охолодженні алюміній має властивість сідати, тому зона шва може деформувати деталі.
Зварюється на зворотній полярності і постійно струмі, це дозволяє зруйнувати окисну плівку і виконати роботу, оскільки тільки в цих умовах можливе катодне розпилення, що її знищує. Звичайно, дозволяє досягти високих результатів автоматичне плазмове зварювання.
Автомат використовує іонізований газ для захисту, що дає більші можливості отримати якісний шов. А за допомогою плазми можна працювати з будь-якими металами, і з алюмінієм вона теж добре справляється, як у побуті, так і на виробництвах.
За допомогою мікроплазмового способу можна скріпити деталі до двох міліметрів і не пропалити шов (за умови роботи на малих струмах), то за таких товщин металу неприйнятно. Шов не вимагає додаткової обробки, тому що спочатку виходить рівним та чистим.
технології
Способів зварювання алюмінію декілька:
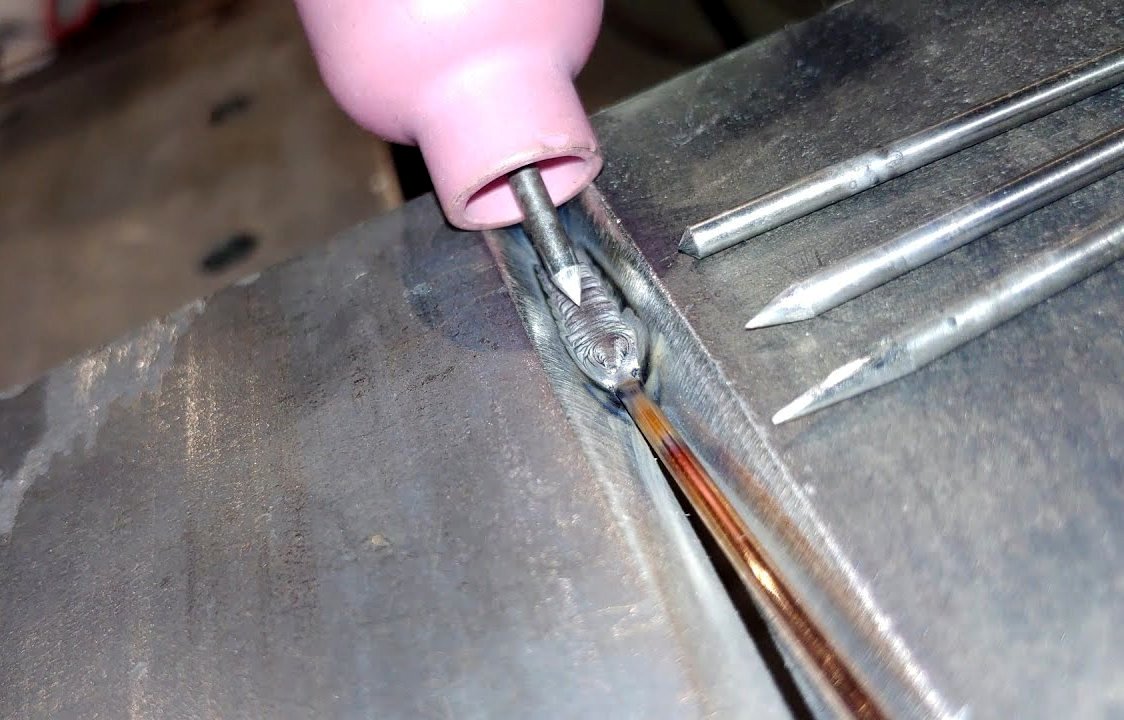
- вольфрамовим електродом в інертному газі;
- напівавтоматом в інертному газі;
- покритими електродами;
- контактним зварюванням.
Для більшої міцності шва та для зварювання відповідальних конструкцій застосовують зварювання з аргоном. При використанні вольфрамових електродів дріт подається плавно, лягає тільки вздовж зварювального шва безпосередньо перед електродом, за складом він повинен відповідати сплаву металу.
Дугу тримають у мінімальному розмірі, обов’язково потрібно вибирати приміщення без протягів, щоб вони, не здували дугу та захисні гази із зони зварювання, це необхідно для захисту.
Варити алюміній, можливо, будь-яким видом шва як горизонтальний, так і вертикальний або стельовий. Але якщо зварювання виробляється стельовим швом, то суміш аргону потрібно додати гелій, для більшої летючості.
Для побутового зварювання алюмінію найчастіше використовують напівавтомати, це дуже популярна технологія. Дріт повинен відповідати металу, з яким ви працюєте, у нашому випадку алюмінієвий.

Напівавтоматом варять товщину близько 3 мм металу, дріт подається автоматично, інші функції виконує майстер. Газ, що надходить, захищає алюміній від окислення, і режимні параметри підбираються відповідно товщині металу, діаметра електродів, сили струму.
Наконечник повинен бути товстішим, ніж дріт, що подається, струм повинен бути постійний, але зворотної полярності, механізм для подачі дроту, повинен бути забезпечений чотирма коліщатками, для плавності процесу подачі. Якщо всіх заходів дотримано, ви отримаєте бажаний результат.
Якщо товщина металу, що зварюється, від 4 міліметрів, то можна використовувати зварювання електродом. При цій технології потрібно попередній нагрівання заготовок, якщо великої товщини до 400 градусів, якщо товщина не дуже велика, то 250 градусів буде достатньо, так само не забуваємо про обробку кромок.
В основному досвідчені майстри використовують певну марку електродів для зварювання алюмінію в домашніх умовах – УАН або ОЗАНА. Звичайно, добитися якості зварювання алюмінію в такий спосіб дуже складно, якщо порівнювати з плазмовим зварюванням.
Метал у процесі роботи розбризкується, шлак дуже важко зчищається на поверхні шва. Як би не був професійний майстер шов, все одно виходить пористим, і порівняно, неміцний. У будь-якому випадку для більшої якості краще використовувати будь-який інший спосіб зварювання, а не дугове зварювання електродом.
 Контактне зварювання відмінно підійде для обробки алюмінію, воно буває точковим, стиковим, шовним, будь-який спосіб застосовується. Але складність полягає в тому, що пересування самого електрода повинно проводитися дуже швидко, щоб метал зміг рівномірно прогрітися і забезпечити рівномірний тиск на всю площу металу.
Контактне зварювання відмінно підійде для обробки алюмінію, воно буває точковим, стиковим, шовним, будь-який спосіб застосовується. Але складність полягає в тому, що пересування самого електрода повинно проводитися дуже швидко, щоб метал зміг рівномірно прогрітися і забезпечити рівномірний тиск на всю площу металу.
Застосовуються для точкового зварювання електроди виключно з міді або її сполук. Міді проводить електрику відмінно, тому використовує акумульовану енергію. Щоб досягти рівномірного оплавлення алюмінію, можна використовувати стиковий спосіб зварювання.
Застосовна сила струму має бути майже 15 тисяч ампер на сантиметр товщини металу.
Якщо обладнання дозволяє вам, і апарат досить потужний можна використовувати шовний спосіб зварювання, для цього має бути наявність іонних переривників.
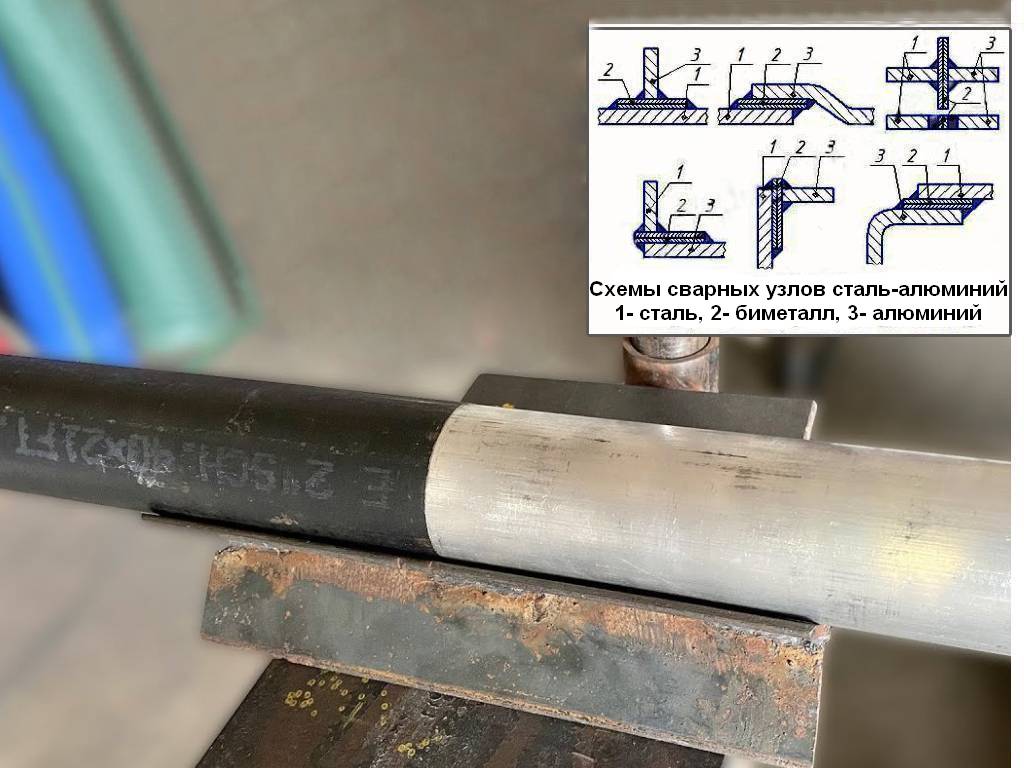
З’єднання алюмінію та заліза

Залізо і алюміній дуже різні за показниками, ковкістю та температурою плавлення, можна сказати, вони несумісні. Але все ж таки існує 2 способи їх з’єднання в побутових або напівпрофесійних умовах.
Наприклад, ви можете використовувати вставку між металами, що зварюються, так звану біметалічну прокладку, яка складається з алюмінію і заліза, залізну сторону проварюють із залізом, алюмінієву з алюмінієм, використовується для цього дугове зварювання.
Або, наприклад, ви можете покрити залізну або алюмінієву заготовку із сумісним для нього металом, наприклад цинком, і після цього зробити зварювальні роботи.
Як зварити алюміній та нержавіючу сталь.
Для складного промислового обладнання, для використання деталей в агресивному середовищі, потрібні легкі та не піддані окисленню матеріали, з’єднання алюмінію та нержавійки, відмінний варіант.
Вони зварюються як за допомогою біметалевих вставок, так і за допомогою покриття різними складами металів.
При біметалічних вставках, зварювання починається з алюмінієвої частини, щоб уникнути перегріву і відведення тепла, щоб уникнути крихкості швів, виробляється так само постійним струмом та зворотною полярністю.
Дугове зварювання добре використовується, у разі коли сталь покривається шаром алюмінію, але важливо щоб дуга не торкалася нержавіючої частини заготовки. Так само сталь можна покрити і срібним припоєм, у такому випадку теж важливо стежити, щоб припій не був порушений, для зварювання використовують алюмінієвий дріт.
Зварювання алюмінію та міді
Обидва метали відмінно проводять електрику, тому їхнє з’єднання активно застосовується в електронній промисловості, з’єднанні проводів різної потужності, зварюванні труб, наприклад, при виготовленні холодильників. Але це не дуже добре сумісні метали і поєднати їх досить складно.
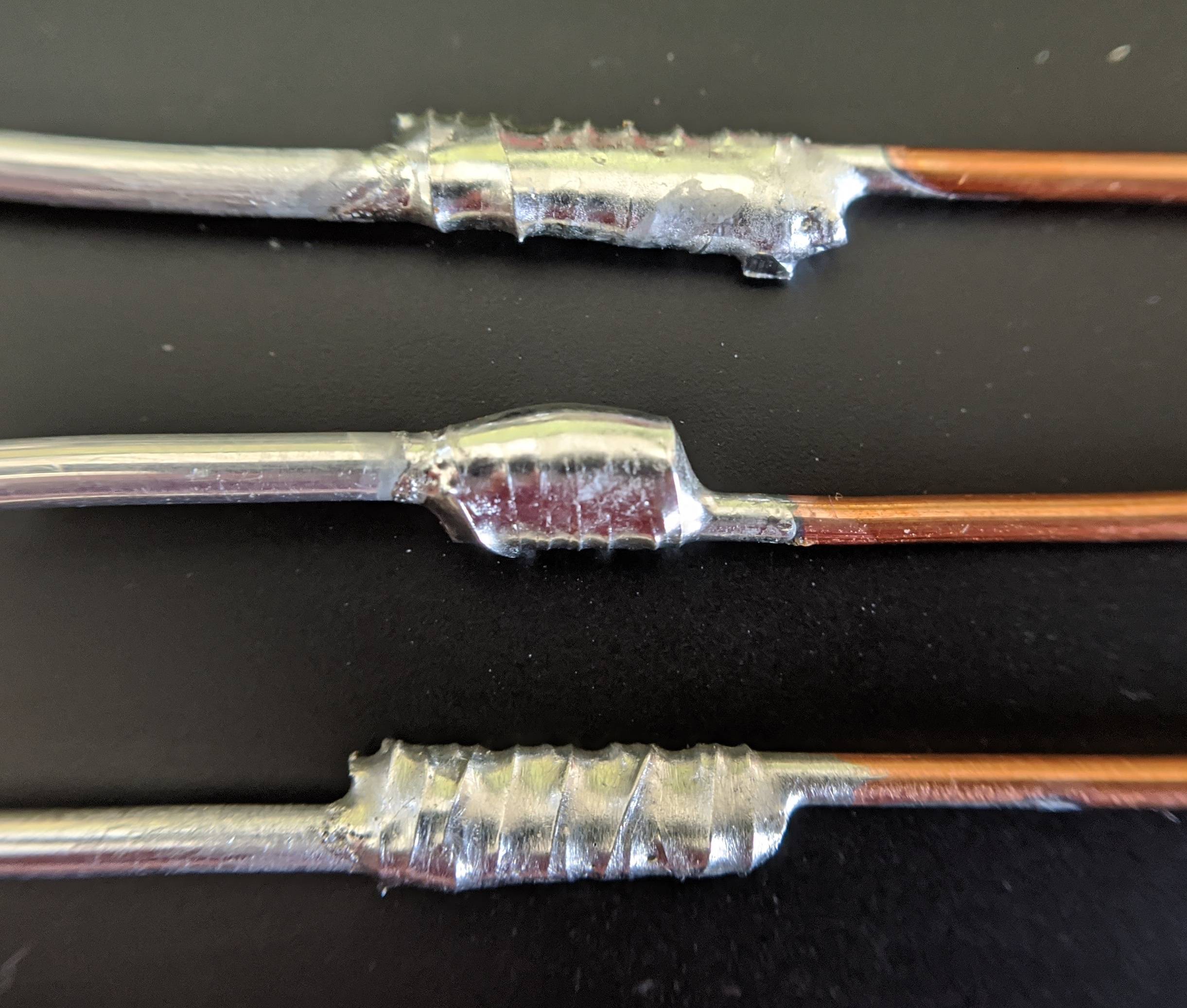
Великий вміст міді призводить до крихкості шва та утворення тріщин. Але все ж таки є пара способів з’єднання алюмінію і міді.
Перший – це замкове зварювання, на алюміній приварюється мідь, у вигляді накладки, а потім виконується наплавлення, що закриває всі шви. Другий – це використання графітових електродів.
Виконуються роботи при силі струму від 500 до 550 ампер, напруга 50-60 Вт, довжина дуги від 20 до 25 мм. Технології зварювання можуть бути різні, аргоном, газом, дуговим зварюванням, так само застосовна технологія холодного зварювання.
У побутових умовах, майстри рідко зустрічають чистий алюміній, в основному це його сплави, і зрозуміло, що це ускладнює і так складний процес зварювання, оскільки марка металу, тобто його склад невідомий.
У будь-якому випадку без досвіду, може, не вийде якісний результат одразу. Але з досвідом ви почнете помічати нюанси, не обумовлені вище. Можливо, ваш досвід допоможе вже зараз. Пишіть у коментарях.
Успіхів!