



Природно, що важливо не лише зробити шов, та й перевірити його якість. Насамперед це робилося з використанням еталонного шва.
Тобто, досвідчений зварювальник робить якісний шов, а потім всі інші шви порівнюються з цим еталонним швом. Але тепер це далеко не єдиний метод контролю, тому що є досконаліші методи.
Зараз для контролю якості зварного шва використовуються різні інструменти та прилади, які допомагають виявити ті недосконалості, які не видно людському оку. Одним із таких приладів є дефектоскоп.
Він використовується при різних способах контролю. Але в цій статті нам би хотілося звернути вашу увагу на магнітопорошкову дефектоскопію і детальніше розповісти про те, як саме проходить цей вид контролю і які має тонкощі.
Головне
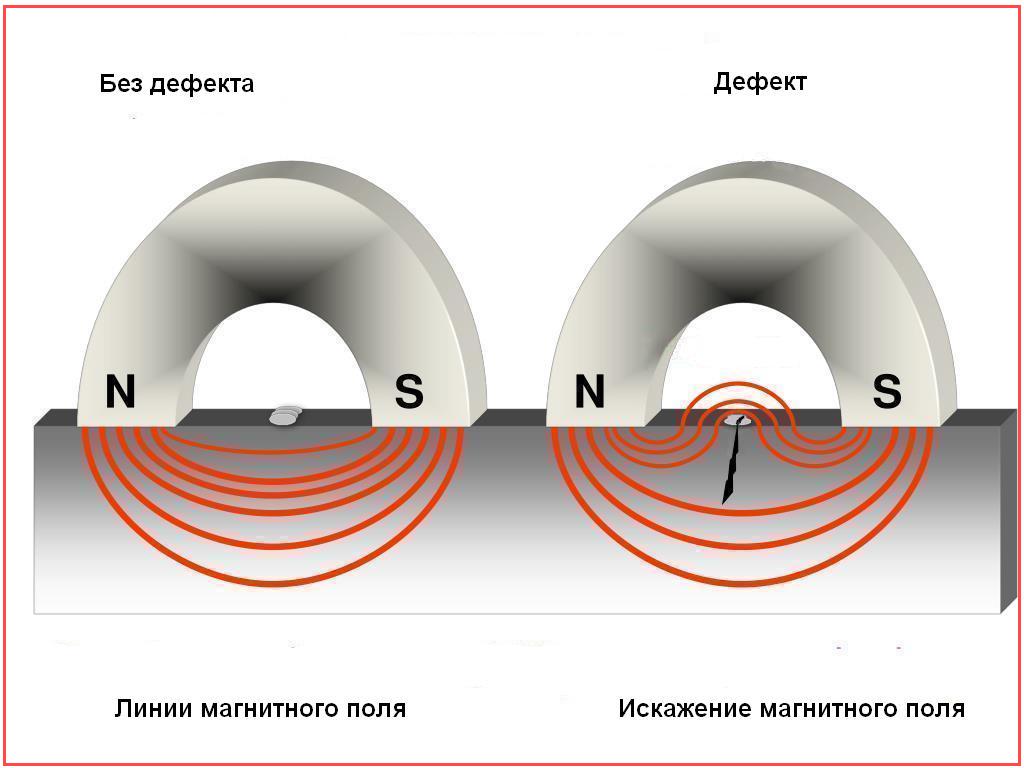
Суть роботи цього методу полягає в тому, що довкола шва шукають магнітне поле за допомогою спеціальних речовин.
Принцип полягає в тому, що якщо є дефект, то він обов’язково спотворить магнітне поле, яке є навколо деталі, так як це поле просто його обходитиме. Ще на кінцях деталі можуть утворитися магнітні полюси, які теж мають свій ступінь впливу на цей процес.
“Дефектоскоп якраз і вловлює ці нюанси в поведінці магнітного поля і фіксує їх. При чому, чим більше дефект, тим більше буде розсіювання.”
Цікаво, що у випадку розташування магнітних ліній під прямим кутом, у вас з’являється значно більше шансів виявити дефект.
Техніка
Звичайно, необхідно детально розібратися в тому, як проводити цю перевірку правильно. Для такого методу контролю буде недостатньо просто мати хороше обладнання, потрібно мати магнітний порошок, який необхідно нанести на зварювальний шов зручним вам способом.

Якщо ви використовуватимете сухий метод нанесення, то вам буде достатньо простого магнітного порошку. Але якщо ви вирішили вибрати мокрий спосіб нанесення, тоді потрібно взяти спеціальну суспензію, яка складається з магнітного порошку і якого-небудь трансформаторного масла або гасу.
Також, як рідина можна використовувати воду в поєднанні з речовинами, які перешкоджають корозії.
Не можна відповісти на запитання про те, який із методів нанесення є найкращим варіантом. У кожному індивідуальному випадку відповідь буде різною, а іноді взагалі доводиться поєднувати ці два методи між собою.
У будь-якому випадку результат ви отримаєте той самий: вся магнітна суміш збереться навколо дефекту, а якщо у вас вийшов виріб з великою кількістю дефектів, то магнітний порошок ляже в якомусь малюнку.

Але що добре в цьому методі, то це те, що можна точно сказати не тільки те, де знаходиться недосконалість, але і його розміри. Звичайно ж, ми не можемо обійти стороною момент з обладнанням, це дуже важливий аспект.
Дефектоскопи можуть бути різні: починаючи від найпростіших без додаткових функцій і закінчуючи великими апаратами з великим набором різноманітних функцій. Тут вибір швидше залежатиме від того, де проводитиметься дослідження.
Якщо ви робитимете це десь не на постійному місці роботи або взагалі працюєте на виїзді, то вам важливіше, щоб апарат був невеликого розміру. А якщо ви працюєте на місці, то вас, в принципі, не дуже хвилює розмір апарату і тоді ви можете віддати перевагу великому функціоналу.
Нюанси
Звичайно ж, цей спосіб контролю якості, як і всі інші, має свої нюанси та особливості, які обов’язково потрібно знати, щоб все вийшло, як треба.
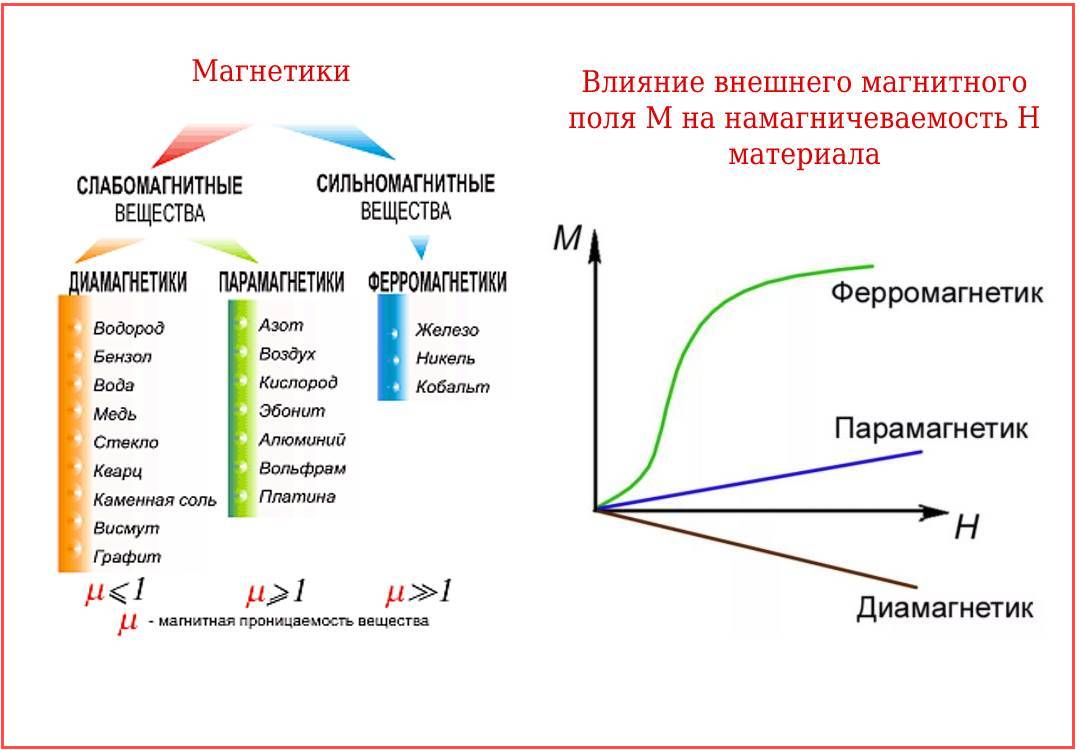
Головна особливість магнітопорошкового способу контролю полягає в тому, що якщо ваш виріб зроблено з цинку або міді, то провести його не вийде, оскільки ці метали є діамагнетиками і магнітний порошок просто не зможе виконати з ними свою функцію.
Ще нюанс у тому, що у разі з цим методом перевірки треба враховувати ступінь чутливості. Це специфічний момент, оскільки на цю чутливість впливають різні чинники: починаючи від роду металу і його магнітних здібностей і закінчуючи методом нанесення складу.
Це обов’язково слід враховувати при застосуванні даного способу контролю, оскільки саме від рівня чутливості залежить те, наскільки якісні результати вам покаже ваш тест. Також, слід пам’ятати про те, що магнітопорошковий спосіб контролю точно не є універсальним методом і всі дефекти він знайти не зможе.
Тобто не можна цим способом замінити всі інші. Наприклад, магнітопорошковий метод пошуку дефектів точно не помітить якусь недосконалість, яка буде зовсім маленькою глибиною.
Натомість, воно впорається з пошуком тих вад, які будуть на глибині. Так що, тут теж палиця з двома кінцями і важливо використовувати не один спосіб перевірки, а кілька, щоб найбільш точно знаходити проблеми.
Ступені сприйнятливості

Ми тільки-но розповіли про те, що бувають різні ступені сприйнятливості, що могло змусити вас задуматися. Насправді, у цій темі слід добре розібратися, щоб знати, на що звертати увагу і коли можна використовувати цей спосіб контролю, а коли краще придивитися до чогось іншого.
Більше того, є спеціальні нормативні документи, які позначають, що є лише три ступеня сприйнятливості, вони знаються літерами: А, Б і В. Сприйнятливість залежатиме від розміру дефекту.
Наприклад, найвищою є ступінь А. У разі, якщо встановлено цей ступінь, то можна знайти навіть найдрібніші вади. Інформацію про дві подальші літери можна переглянути в таблицях, яких повно в інтернеті.
| Рівень чутливості |
Ширина розкриття дефекту, мкм |
“Протяжність” дефекту, мкм |
Шорсткість, мкм |
|---|---|---|---|
| А | 2,0 | 0,5 | 2,5 |
| Б | 10,0 | 0,5 | 10,0 |
| У | “25,0” | 0,5 | 10,0 |
Якщо ви звернетеся до таких таблиць, ви побачите, що там позначається показник шорсткості. Так, цей фактор відіграє справді досить велику роль у виявленні недоліків, оскільки якщо показник шорсткості перевищує допустиму норму, тоді інформація від перевірки може бути вже не такою точною.
Але в цій ситуації теж є вихід: можна використовувати більший порошок і наносити його, тоді потрібно буде працювати сухим способом. Таким чином, у вас все-таки вдасться знайти недосконалості, які знаходяться глибше.
Раніше ми вже говорили про те, які параметри впливають на точність дослідження, але ми не сказали про рухливість частинок порошку. Це також важливий чинник. Потрібно, щоб частинки були різної форми, тому що тоді вони не чіплятимуться до деталі і вдасться провести більш якісну ревізію.
Ще важливу роль відіграє рід струму, яким ви працювали, щоб намагнітити деталь. Фахівці рекомендують вибирати постійний струм, оскільки він створює таке магнітне поле, яке проникає глибше і дозволяє знаходити глибші вади.
Звичайно ж, хотілося б детальніше обговорити ці два методи нанесення магнітного порошку: сухий і мокрий. Як показує практика, при сухому методі нанесення вади видно більш точно, тобто оцінка виходить більш об’єктивною, ніж при мокрому способі нанесення.

Більше того, досвідчені майстри помітили, що якщо розпорошити порошок у спеціальному апараті, а потім подавати його через шланг прямо на зварний шов, то об’єктивність оцінки та глибина аналізу точно підвищується.
Більше того, це ще не всі способи, сучасніші. Можна помістити виріб у герметичну камеру, де порошок знаходиться у зваженому стані.
Тоді потрібно виріб помістити в розсипчасту речовину, а потім повільно та обережно дістати його звідти. У такому разі чутливість буде вкрай підвищена. Звісно, такий метод застосовують дуже рідко, оскільки він досить складний.
Проте його таки використовують і застосовують у деяких випадках. Особливо корисним цей метод буде в тому випадку, якщо ви перевіряєте деталь, у якої немає магнітного покриття.
Як висновок

При перевірці якості зварного шва часто застосовують прилад під назвою дефектоскоп. З його допомогою можна проводити абсолютно різні перевірки типу акустичної, термоелектричної тощо.
Ще можна використовувати магнітопорошковий метод, він відрізняється від інших способів контролю, оскільки він дуже простий і ні до чого не прив’язує. Звичайно, при його використанні необхідно врахувати величезну кількість факторів, але це не скасовує ефективності магнітопорошкового способу контролю.
У такого методу контролю величезна кількість переваг: можна перевіряти шви на висоті, так як обладнання дуже компактне і дозволяє це зробити, можна застосовувати цей спосіб на внутрішній стороні труби, дозволяє технологія. І це ще далеко не всі переваги.
Якщо у вас був досвід використання магнітопорошкового методу контролю, то було б добре, якби ви поділилися своїм досвідом з зварювальниками-початківцями або з тими, хто ще не стикався з таким методом перевірки, ваш досвід був би дуже корисним і цікавим.