


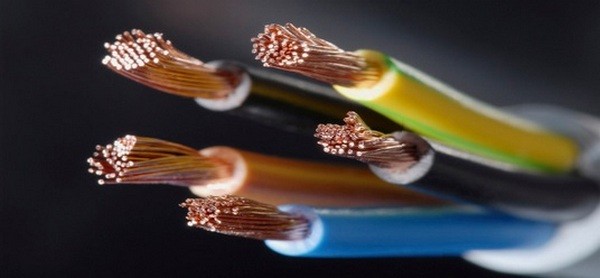
Зварне з’єднання дротів переважне перед іншими способами, тому що результат цього процесу-надійний, якісний контакт, що забезпечує безвідмовне функціонування електричної проводки довгий час. Зварювання мідних дротів зустрічається найчастіше, оскільки побутова проводка передбачає використання саме електропроводів з міді. Зварювання проводки з міді здійснюється змінним, постійним струмом (напруга13-36 В), передбачається можливість регулювання струму зварювальним апаратом.
Инверторный зварювальний апарат
Инверторный апарат має явні переваги перед іншими приладами:
- Малогабаритні параметри;
- Невелика вага;
- Регулювання параметрів струму;
- Наявність переносного ременя (зручно робити роботи на драбині, в розподільній коробці);
- Стійка дуга, що запалюється при малих струмах;
- Якість зварних з’єднань;
- Менше енергоспоживання, що не змінює напругу побутової електричної мережі.
Крім того, зварювання роблять трансформаторними приладами, апаратами, станціями, пристроями, зробленими самостійно (за наявності певних навичок).
Простота експлуатації апарату дугового точкового електрозварювання скручувань своїми руками зробила його найбільш поширеним. Основні параметри цього устаткування :
- Струм електричної дуги;
- Напруга мережі, що утворює дугу;
- Тип електричного струму (змінний, постійний).
Технологія зварних робіт
Зварні роботи необхідно робити з використанням захисної маски, окулярів, рукавиць, спеціального одягу. Існує можливість обпектися розжареним металом, “упіймати зайчиків”.
Зварювання мідних дротів в домашніх умовах інвертором робиться із застосуванням графітових, вугільних електродів. Замінити електроди можна вугільним стержнем батареї, що відпрацювала.
Орієнтовний діапазон зварювального струму :
- 2 жили, переріз кожній1,5 мм²-70 А;
- 3 жили, переріз кожній1,5 мм²-80-90 А;
- 2-3 жили, переріз2,5 мм²-80-100 А;
- 3-4 жили, переріз2,5 мм²-100-120 А.
Використовувана при виготовленні електропроводів мідь-різного складу, якості, що визначає вживаний режим зварювання. Показники оптимально підібраного режиму : електрод не липне до зварного місця, дуга стійка. Це поєднання вдається утримувати за наявності досвіду зварних робіт.
Зварювальний процес:
- Знімається ізоляційна оболонка мідного кабелю (7-10 см);
- Виконується скручування багатожильних проводів;
- Скручувань мідних дротів підрізає, щоб утворився рівний зріз. Довжина скручування, що залишилася,-5 см;
- На скручуванні розміщується мідний затискний механізм відведення надмірного тепла, підключається заземлення (“маса”);
- Зріз скручування підноситься до електроду;
- Робляться зварні праці до появи на кінці дротів розплавленої мідної кульки, досить1-2 сік;
- Після зварювання мідних скручувань припиняється, щоб ізоляційний матеріал залишився цілим;
- Захололі кінці проводки необхідно ізолювати (ізоляційна стрічка, термоусадочная трубка).

Крім того, необхідно своєчасно міняти наконечник мідний зварювальний, який утримує електрод під час зварювання. Основна функція-подавати електричний струм електродному стержню. Його стан визначає якість зварного шва : отвір усередині наконечника повинен щільно утримувати стержень, але воно швидко втрачає свої властивості в процесі зварних робіт. Наконечник мідний зварювальний зношується, вимагає заміни найчастіше.
Електроди для зварювання дротів
Вибір відповідного типу електроду визначає якість виконаної роботи. Необхідно вибирати зварювальні засоби, що оптимально відповідають параметрам майбутнього процесу. Загальна класифікація цих засобів, вживаних в зварювальному процесі, включає електроди для:
- Легованій сталі;
- Високолегованій сталі з нестандартними параметрами;
- Наплавлення металу (нанесення металевого сплаву, металу на поверхню предмета шляхом зварювання плавленням);
- Кольорових металів;
- Конструкційній сталі;
- Чавуну.
Покриття електродів визначає наступну типологію:
- А-кислотне покриття (окисел заліза, кремнію, марганцю);
- Би-основне покриття, що дозволяє робити зварювання постійним струмом змінної полярності. Містить карбонад кальцію, фтористий кальцій;
- Ц-целюлозне напилення створює газовий захист при зварюванні (борошно, з’єднання органічного походження);
- Р-рутилове (рутил, органічні, мінеральні складові) забезпечує малий відсоток розбризкування металу, газовий захист.
Електроди для зварювання дротів :
- Вугільні-електротехнічне вугілля;
- Графітові-кристалічний вуглець.
Графітові електроди для зварювання
Склад-графіт, вуглецева речовина темно-сірого кольору з металевим відблиском. М’який матеріал дозволяє легко розрізати елементи. Графітові електроди для зварювання показують кращий підсумок в порівнянні з вугільними.
Особливості:
- Графітовий електрод залишається цілим під час зварювального процесу;
- Вартість нижча вугільного;
- Підходять до инверторным зварювальних апаратів, обладнаних регулюванням сили струму;
- З’єднання дротів зварюванням графітового стержня відрізняється міцністю, надійністю;
- Зварювання графітовим електродом забезпечує опірність металу до окислення.
- Низька витрата при зварювальних роботах завдяки високій температурі плавлення (вище, ніж у міді в чотири рази);
- При зварюванні дротів графітовим електродом можливо замінити його підручними графітовими виробами (графітовий стержень, щітки колекторних двигунів, стержні батарей);
- Відсутність обміднення графітових замінників вирішується застосуванням затиску “крокодил” для електроду замість стандартних утримувачів, також “крокодил” застосовується для з’єднання маси.
- Зварювання дротів в розподільній коробці своїми руками з цими затисками зручніше із-за їх менших габаритів.

Вугільні електроди для зварювання мідних дротів
Особливості:
- Температура плавлення3800⁰ З, кипіння-4200⁰ З, тому процес плавлення непомітний, фіксується випар;
- Зварювальні роботи вугільним електродом проводиться на прямій полярності;
- Зварювальний процес вугільним електродом супроводжується дією зовнішніх чинників (вітер, газовий потік);
- ККД зварювальної дуги нижче;
- Сфера застосування : зварювальні роботи по тонколистному металу, кольорових сплавів, виправлення дефектів металевого литва;
- Способи зварювальних робіт : без присадного матеріалу, подання присадки в дугу, укладання присадного металу на шов;
- Найбільш поширений спосіб-оплавлення краю зварюваних елементів (безприсадочный);
- Величина зварювального струму визначається завтовшки металу, видом з’єднання;
- Розігріваючись, вугільні електроди для зварювання мідних дротів швидко витрачаються;
- Створює зварювальну дугу високої температури (навіть при заниженому струмі).
Рекомендації
Корисні поради, завдяки яким зварювання дротів своїми руками пройде якісно :
- Використання при зварних роботах неомедненных графітових стержнів для мідних дротів своїми руками. Вигорання кута електроду приведе до зниження опору, довгого контакту, що погіршить якість з’єднання електропроводки.
- Формуванню необхідної форми кульки мідної спайки сприяє попередня підготовка графітового стержня : усередині торця робиться поглиблення.
- Використання альтернативи заводським стержням (відпрацьовані батареї, тролейбусні струмознімачі і так далі).
- Використання захисної маски, окулярів, рукавиць, спеціального одягу обов’язково.
- Зварювання скручувань перевіряється поданням на мережу максимальної напруги. Відсутність нагріву-показник якісного з’єднання.
- Пайка або зварювання мідних дротів кращі за просте скручування, клемне з’єднання, затиски.
- Правильний вибір електродного стержня, режиму зварних робіт визначає якість результату, надійність зварного шва.
- Використання инверторного апарату доцільне в побуті, при частих зварювальних роботах для дротів своїми силами.
Перш, ніж робити роботи по з’єднанню жил електричних кабелів, необхідно визначити, як зробити, що краще вибрати для цієї конкретної ситуації. Правильний вибір багато в чому сприяє успішному результату виконаної роботи : якість з’єднання, течія струму, надійність електричної проводки при піковому навантаженні на мережу.
Не варто довіряти скручуванню електропроводів як способу з’єднання. Це досить ненадійний варіант. Клемні, обтискові механізми збільшують надійність, але поступаються за якістю пайці, зварному типу з’єднання.