


Зварювання міді і її сплавів-складний, але в той же час цікавий дослід, після якого ви зможете працювати з будь-якими металами. Річ у тому, що мідь має декілька властивостей, що істотно ускладнюють її зварювання. З цієї причини існує безліч методів з’єднання деталей з цього металу: точкова зварювання міді, зварювання міді вугільним електродом, газова зварювання міді, дугова зварювання міді, контактна зварювання міді і так далі. Також можливе комбіноване зварювання, наприклад, зварювання міді з нержавіючою сталлю, міді з залізом і зварювання міді з сталлю.

Що стосується устаткування, той вам доступне і зварювання міді інвертором, і зварювання міді напівавтоматом, і зварювання із застосуванням інших термічних або механічних зварювальних пристосувань. У цій статті в нашому фокусі саме зварювання міді аргоном із застосуванням напівавтомата, як найпоширеніший спосіб з’єднання мідних, мідно-нікелевих або інших інших сплавів. Ми детально розповімо, в чому полягає складність при зварюванні і повідаємо технологію з’єднання деталей з міді.
Особливості зварювання міді
Як ми писали вище, існують деякі особливості зварювання міді і її сплавів, із-за яких процес з’єднання металів істотно ускладнюється. Давайте перерахуємо основні нюанси, на які треба звернути увагу.
По-перше, у міді дуже висока теплопровідність, а це означає, що в роботі вам необхідно використати дугу, здатну видавати велику теплову потужність, і що симетрично виводить тепло із зварювальної зони. Також із-за цієї особливості не вийде використати будь-які види швів. Ми рекомендуємо застосовувати для зварювання мідних деталей стикові з’єднання.
По-друге, мідь при плавленні починає швидко стікати, через це украй складно зробити стельові і вертикальні шви, оскільки метал при щонайменшому перегріванні нестримно стікає вниз. Щоб уникнути цієї проблеми зварювальна ванна має бути мінімального розміру, і розплавлений метал повинен швидко охолоджуватися.

По-третє, при зварюванні міді з використанням стикових швів і в нижньому положенні треба обов’язково використати графітові, азбестові підкладки або подушки флюсів. Це необхідно, щоб уникнути пропалень металу.
По-четверте, знаходячись в розплавленому стані мідь активно поглинає кисень і водень. Це призводить до утворення гарячих тріщин і в шві утворюються пір. Усе це погіршує якість шва, страждає надійність і естетична складова. Щоб цього уникнути потрібний ретельний захист зварювальної зони. З цією проблемою справляється газ .
По-п’яте, мідь украй схильна до окислення, при цьому окисна плівка дуже тугоплавка і від неї важко позбавитися. Ця проблема вирішується застосуванням присадного дроту, що містить у своєму складі фосфор, марганець і кремній.
І, нарешті, останнє, що вам треба знати. Мідь відрізняється від інших металів великим коефіцієнтом лінійного розширення. Це означає, що металу легко деформується, і особливо схильний до утворення гарячих тріщин. Цю проблему можна розв’язати відносно просто: деталь треба заздалегідь прогріти в печі або за допомогою пальника до температури300 градусів за Цельсієм.
Незважаючи на усі складнощі, зварювання міді у домашніх умовах можлива. Але спершу метал треба як слід підготувати, про це ми розповімо далі.
Підготовчі заходи
Для зварювання або для пайки міді треба дотриматися ще і правил підготовки металу перед зварюванням, щоб результат вас не розчарував. Залежно від роду деталі (труба, лист, заготівля і так далі) її заздалегідь розрізають на окремі частини, якщо це необхідно. Мідь можна розрізати за допомогою шлифмашинки, труборіза або верстата. Також можливе плазмено-дугове різання. Не використайте болгарку або інші подібні інструменти.

Далі треба обробити крокі у деталі. Робиться це механічним методом. Також треба очистити метал і дріт від окисної плівки і бруду, деталь повинна у буквальному розумінні блищати. Знежирте метал. Обробіть кромки вручну за допомогою дрібнозернистої наждаки. Також для цих цілей можна використати щітку з жорсткими металевими щетинами.
Не використайте занадто жорстку щітку або наждаку з великим зерном, інакше пошкодите метал. Також реко
мендує виконати те, що труїть присадного дроту і деталі. Те, що труїть виконується в спеціальному розчині, який можна приготувати самостійно. Основним компонентом може виступати азотна, сірчана або соляна кислота. Кислота змішується з водою і в розчин поміщаються заготівлі з дротом. Після того, що труїть усе треба промити у воді і просушити гарячим повітрям.
Якщо деталь має товщину більше1 сантиметра, то її треба заздалегідь прогріти в печі або за допомогою газового пальника. Далі деталі треба зістикувати один з одним. Між деталями повинен залишатися невеликий проміжок, його розмір не повинен мінятися при повторному стикуванні. Щоб точно зістикувати деталі можна використати прихватки. Самі прихватки теж мають бути очищені, щоб не утворилися тріщини.
Іноді в процесі зварювання використовуються додаткові пристосування. Наприклад, графітові або мідні підкладки, а також знімні екрани. Підкладки незамінні при зварюванні нижніх швів (чи збільшують тепловідвід), а знімні екрани знадобляться при зварюванні міді на вулиці (вони захистять зварювальну зону від вітру).
Налаштування режиму зварювання
Для пайки мідних труб і для зварювання треба правильно встановити режим. Перше, що вам треба запам’ятати-зварювання міді здійснюється на постійному струмі і з прямою полярністю. А ось значення зварювального струму міняється. Щоб дізнатися, яке значення зварювального струму буде оптимальним, помножте товщину металу (у міліметрах) на100. Ви отримаєте лише орієнтовне значення струму, точніше налаштування стане вам доступна з досвідом.
Зварювання міді напівавтоматом здійснюється в середовищі захисного газу. Можна використати аргон, азот, гелій або суміші з цих газів. Якщо варите із застосуванням аргону або гелію, то дуга має бути короткою, до3 міліметрів. Якщо варите з азотом, то дуга має бути10-12 міліметрів. Існують окремі норми витрати газу. Так, при зварюванні міді напівавтоматом ви повинні витрачати не більше10 літрів аргону в хвилину, не більше20 літрів гелію в хвилину і не більше20 літрів азоту в хвилину.
Швидкість зварювання ніяк не регламентується і підбирається індивідуально, виходячи з навичок зварювальника і типу шва. Якщо деталь має товщину не більше6 міліметрів, то її можна без проблем варити аргоном без попереднього нагріву. Якщо деталь товща, то рекомендуємо замінити аргон на азот або гелій. Також для зварювання міді більшої товщини деталь треба прогріти (температури від200 до300 градусів буде достатні).
Технологія зварювання
Зварювання міді напівавтоматом повинна вестися кутом вперед, допускається випуск електроду не більше ніж на7 міліметрів. Електрод може бути графітовим або вугільним. Вольфрамові електроди краще не використати при зварюванні міді, оскільки вони занадто швидко витрачаються. Додатково використовується присадний дріт. Дріт може бути виготовлений з міді, мідно-нікелевого сплаву, бронзи або із спеціальних сплавів.
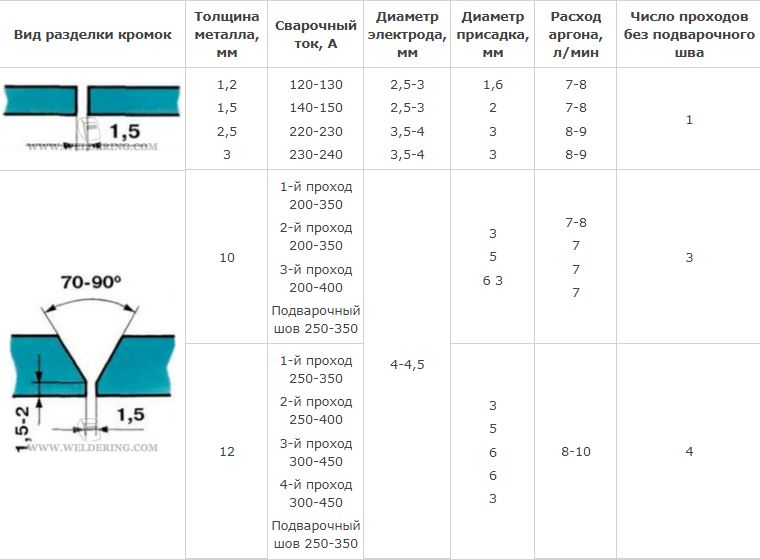
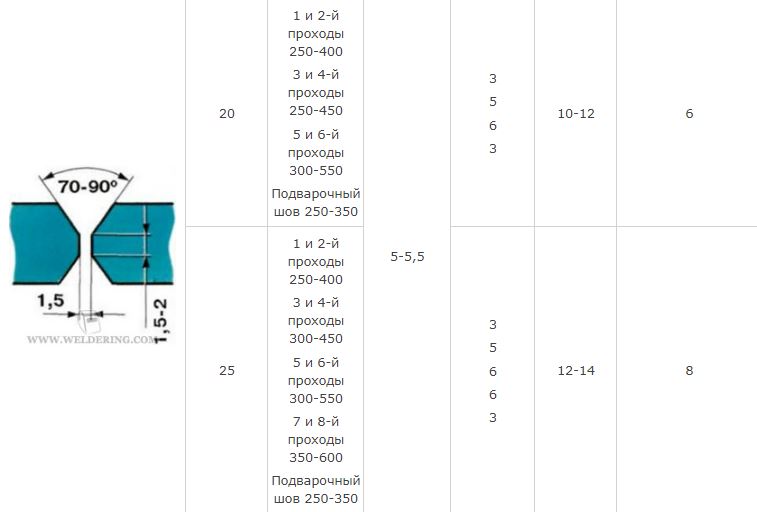
Присадний дріт треба подавати з краю зварювальної зони. Це необхідно для того, щоб розплавлений метал не потрапляв на електрод. Що стосується режиму зварювання, то тут підійдуть наші рекомендації, які ми писали вище. Нижче таблиця з орієнтовними режимами зварювання міді в аргоні.
Як бачите, технологія зварювання міді і її сплаву не так вже складна. Практикуйтеся якомога більше, перш ніж приступити до відповідальної роботи.