


Щоб отримати міцні з’єднання металевих виробів і надійних швів, треба досконало володіти технологією проведення зварювальних робіт. Майстер повинен детально знати, як варити вертикальний шов і інші тонкощі цієї процедури : як правильно підключати і регулювати діапазон вживаного струму, як підібрати необхідні зварювальні матеріали. Перераховані навички допоможуть добитися міцного і естетичного стикування металу, яке прослужить не один рік.
Види зварних з’єднань
Обов’язковоюумовою для отримання якісного вертикального сполучення є товщина зварюваних елементів і правильний спосіб технічного з’єднання, який буде використаний в конструкціях. Існує декілька способів зварювального виробництва для будь-яких металоконструкцій.
Перш ніж дізнатися про способи, варто ознайомитися з поширеною проблемою — гарячими тріщинами. Без знань про те, як їх усунути може бути складно зробити правильний вертикальний шов.

Стикувальні вузли
Метод, коли елементи приварюються один до одного торцевими частинами. Цей вид використовується для стикування різних металевих трубопроводів, кузовних деталей автомобіля, прокату, виробів в машинобудуванні. Така технологія добре працює при різній товщині деталей, включаючи усі сплави.
Вона вимагає меншої витрати присадного матеріалу і енергоресурсів. Не збільшує вагу конструкції. В результаті сполучення виходять рівними і герметичними.
Тавровий перетин
Стикування торця металевого елементу, який вариться під кутом до 30 до бічної частини другого елементу. Використовується і для металоконструкцій, де монтажні частини стикаються під прямим кутом у формі “Т”. Балки для перекриттів, загородження, корпусы і зварні каркаси металевих конструкцій-місця, де теж застосовується це з’єднання.
До переваг відносять з’єднання металоконструкцій в недоступних місцях з можливістю проведення зварювальних робіт з обох боків. Конструкція хвалиться високими навантаженнями.
Зварювання внахлест
Зварювання використовується, коли металеві деталі прилягають один до одного і розташовані паралельно. Накладення знімає усі погрішності і спрощує роботу. Робити такі сполучення нескладно, а для початкуючих зварювальників – цікава справа.
У сполучення немає принципових розмірів і параметрів, припускається похибки без втрати якості. Має міцність до розривів і недороге виробництво за собівартістю.
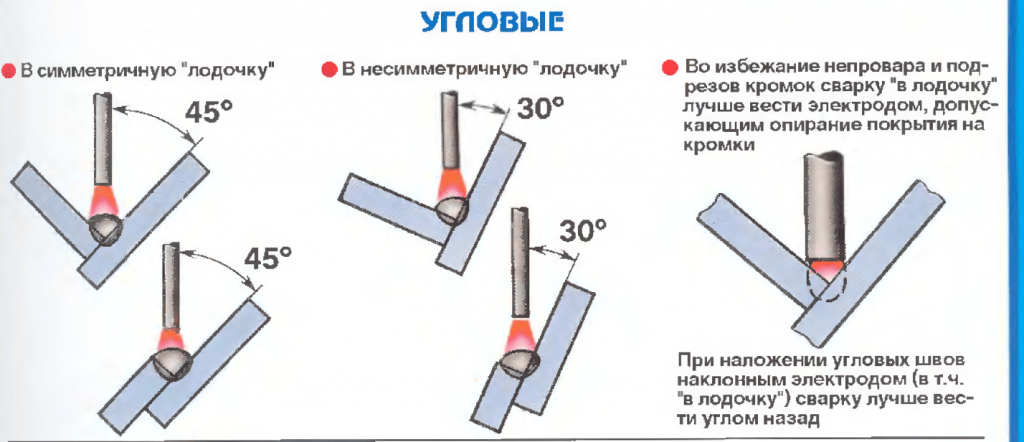
Кутове (торцева) стикування
Це такий спосіб, при якому краї однієї деталі з’єднуються з краєм інший під нахилом від 30 . Методика вимагає серйозного підходу, теоретичних знань і багаторічного стажу роботи. Кутові комплекси працюють в різних площинах і положеннях як в горизонтальних, так і перпендикулярних йому. Наприклад, при таврових зчепленнях, розташованих вертикально, застосовуються подовжні сполучні складки. Кутове скріплення використовується у будівництві, монтажі конструкцій, меблів. Застосовується для створення каркасів, резервуарів.
При неправильному проведенні зварювання можливе виникнення дефектів таких, як пропалення, свищі, підрізи, непровари, напливи .
Класифікація зварювальних з’єднань
Зварювальне зчеплення-міцний шов, що скріплює металеві вироби за допомогою зварних робіт. Його називають стикувальною ділянкою двох або декількох деталей. Він формується в результаті кристалізації або деформації речовини під дією нагріву або тиску. Стикувальні зрізи і зварні з’єднання є одним технологічним процесом.
Для утворення довговічного металевого зчеплення потрібно попередні процедури . Конструкції очищають, обкоровують або піддають обробці напилком до повного зняття забруднень і залишків іржі. Це забезпечує міцну зчіплюваність при зварюванні.
Місця спайки систематизувалися за типом поєднання, в яких вони використовуються, по виду сплавів металу. Важливими чинниками є технічні вимоги надійності (положення розряду, швидкості його руху і амплітуди).
Зразки бувають:
- одношарові або багатошарові проходи;
- опуклої і рівної форми;
- стикування, що уриваються і суцільні.
Важливо визначити, як розташовані стикувальні комплекси в просторі. Стики можуть бути нижніми або верхні (стельові). А за осьовими характеристиками вони діляться на бічні, поперечні і подовжні перетини при збірних роботах.
Особливості вертикальних швів
Вертикальні зварювальні шви опрацьовують за методикою руху від самого низу до верху. Траєкторія рухів зварювальника електродом здійснюється спеціальними способами, залежно від вживаної технології. По вертикалі піднімаються по лініях півкола, ялиночки або кроками по зигзагу. При горизонтальному сполученні процес йде по декількох проходах на місці майбутньої зборки від нижнього рівня деталі догори.