



На сьогоднішній день нержавіючу сталь можна зустріти практично на будь-якому виробництві, починаючи від харчового чи хімічного та закінчуючи нафтопереробним.
“Посуд, інструмент для медичного використання та навіть частини автобусних зупинок виготовляються з нержавіючого матеріалу.”
Тому варити його має вміти кожен зварювальник. Для того щоб зварити деталі з нержавіючої сталі розроблено багато технологій, але найбільшого поширення набув спосіб зварювання з аргоном та вольфрамовими стрижнями.
Оскільки аргонова зварка не потребує придбання дорогого обладнання, вона користується великою популярністю.
Загальна інформація

Нержавіюча сталь є металом, властивості опору корозії якого вирізняються. Вироби, виконані з неї при правильному догляді, є кінцевим споживачем довгі роки, що є безумовним плюсом.
Частки хрому, титану і нікелю, що входять до складу сталі, покращують фізичні та механічні якості готової продукції. Нержавіюча сталь має досить привабливий зовнішній вигляд.
Яскраво виражений металевий блиск дозволяє не піддавати фарбуванню готові вироби. Тому однією з основних вимог зварювання є отримання як міцного, а й естетичного шва.
Властивості чинити опір корозії припали до душі споживачеві, але вони ж у свою чергу суттєво ускладнюють роботу внаслідок чого багато зварювальників від неї відмовляються. Ми розглянемо особливості нержавіючої сталі, які необхідно запам’ятати та враховувати їх у своїй роботі.
У рамках цієї статті ми розглянемо всі можливі нюанси, оскільки впевнені, що для отримання навичок зварювання нержавіючої сталі лише перегляду роликів в інтернеті буде недостатньо.
Особливості зварювання
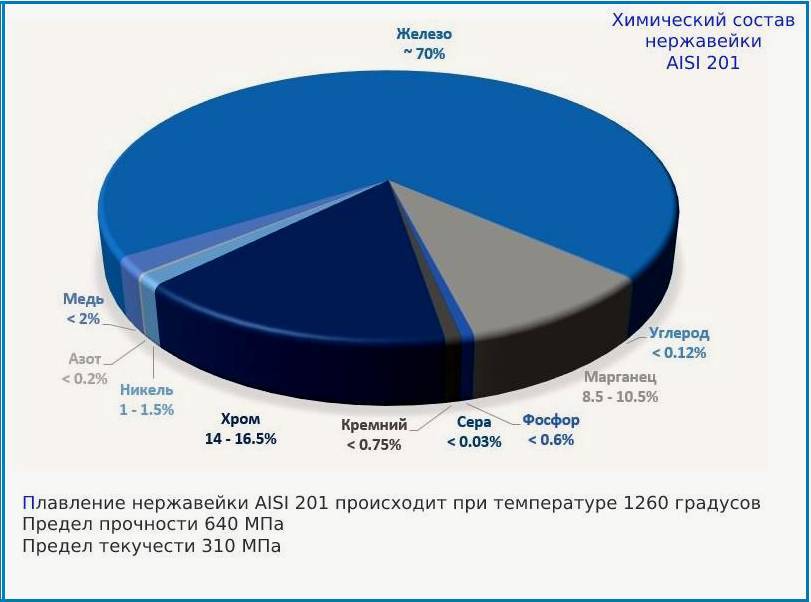
Найголовніше, що необхідно усвідомити, це те, що не сплав робить зварювання складнішим, а використання у його виробництві добавок у вигляді хрому та нікелю.
Нержавіюча сталь відноситься до легованих типів сталі і має теплопровідність у 2 рази меншу, якщо порівнювати з тією ж низьковуглецевою. Тому для багатьох зварювальників-початківців ставати проблематичним правильно розплавити метал. Щоб зварити цю сталь, потрібна температура близько 6000 градусів.
Достатня для плавлення, але через низьку теплопровідність не буде відводитися і просто сконцентрується в одному місці, яке суттєво перегріватиметься, що призведе до деформування.
Усунути цей недолік дозволить встановлення струму меншого значення, ніж зазвичай, на 15-20%. Додатково на деформування нержавіючої сталі може впливати досить великий коефіцієнт лінійного розширення.
Ця особливість призводить до частої появи тріщин на шві. Рішенням цього є деформаційний зазор, що дозволяє деталям розширюватися після зварювання, і робить усадку некритичною.
До того ж зварювання нержавіючої сталі вимагає неухильно дотримуватися температурного режиму, інакше вона може втратити всі свої антикорозійні властивості. Застосування швидкого охолодження деталі безпосередньо після зварювання дозволить уникнути перегріву.
Підготовка металу

“Використання в роботах з нержавіючої сталі аргонного дугового зварювання вимагає проведення скрупульозних підготовчих робіт, нехтування якими зведе немає всю вашу роботу. Така процедура не вимагатиме від вас якихось особливих дій, вона така ж, як при зварюванні аргоном будь-якого іншого матеріалу.”
Для початку необхідно обробити кромки деталей та зачистити їх металевою щіткою або шліфувальною машинкою до блиску. Потім поверхня знежирюється ацетоном або бензином, що забезпечить стійкішу дугу і дозволить прискорити роботу.
Як зазначалося, слід передбачити невеликий компенсаційний зазор для можливих деформацій. Слід пам’ятати, що, крім підготовчих робіт, необхідно всі потрібні комплектуючі підготувати заздалегідь.
Аргонова зварювання передбачає застосування присадного дроту, яка повинна мати більший ступінь легування, ніж у сталі. Витратники слід брати виключно зарекомендував себе виробництва, не потрібно гнатися за дуже дешевим або дорогим товаром.
Якщо у вас мало досвіду, порадьтеся зі своїми колегами. Вони, швидше за все, вже стикалися з нержавійкою і можуть порадити розхідники потрібної якості.
Технологія аргонного зварювання

Застосування дроту присадження в зварюванні аргоном вимагає наявності у майстра деякого вміння. Хоча це не означає, що початківцю це буде складно здійснити. Спробуйте спочатку на обрізанні металу, що залишилося, лише потім приступайте до роботи.
В основному аргонове зварювання застосовують для тонкостінних виробів. Це з можливістю максимально акуратно зробити шов. Починати технологію зварювання нержавіючої сталі потрібно з вибору обладнання.
Переважно вибирають стандартний пристрій для напівавтоматичного зварювання. Часта практика роботи з ним дозволяє досягти того, що у вас вийде міцне та естетичне з’єднання.
“Налаштовувати апарат рекомендується використання прямої полярності, що до того який тип струму вибрати (змінний чи постійний) підбирається вже кожному разі індивідуально.”
Для здійснення аргонного зварювання використовується присадний дріт та електрод з вольфраму. Плюс одним із ключових моментів є спеціальний газовий пальник.
Через неї відбувається подача аргону, що грає роль захисту від окислення, а також у неї кріпиться електрод із вольфраму. Переміщення пальника робочою поверхнею здійснюється вручну, і має йти не поперек осі зварного з’єднання, а вздовж.
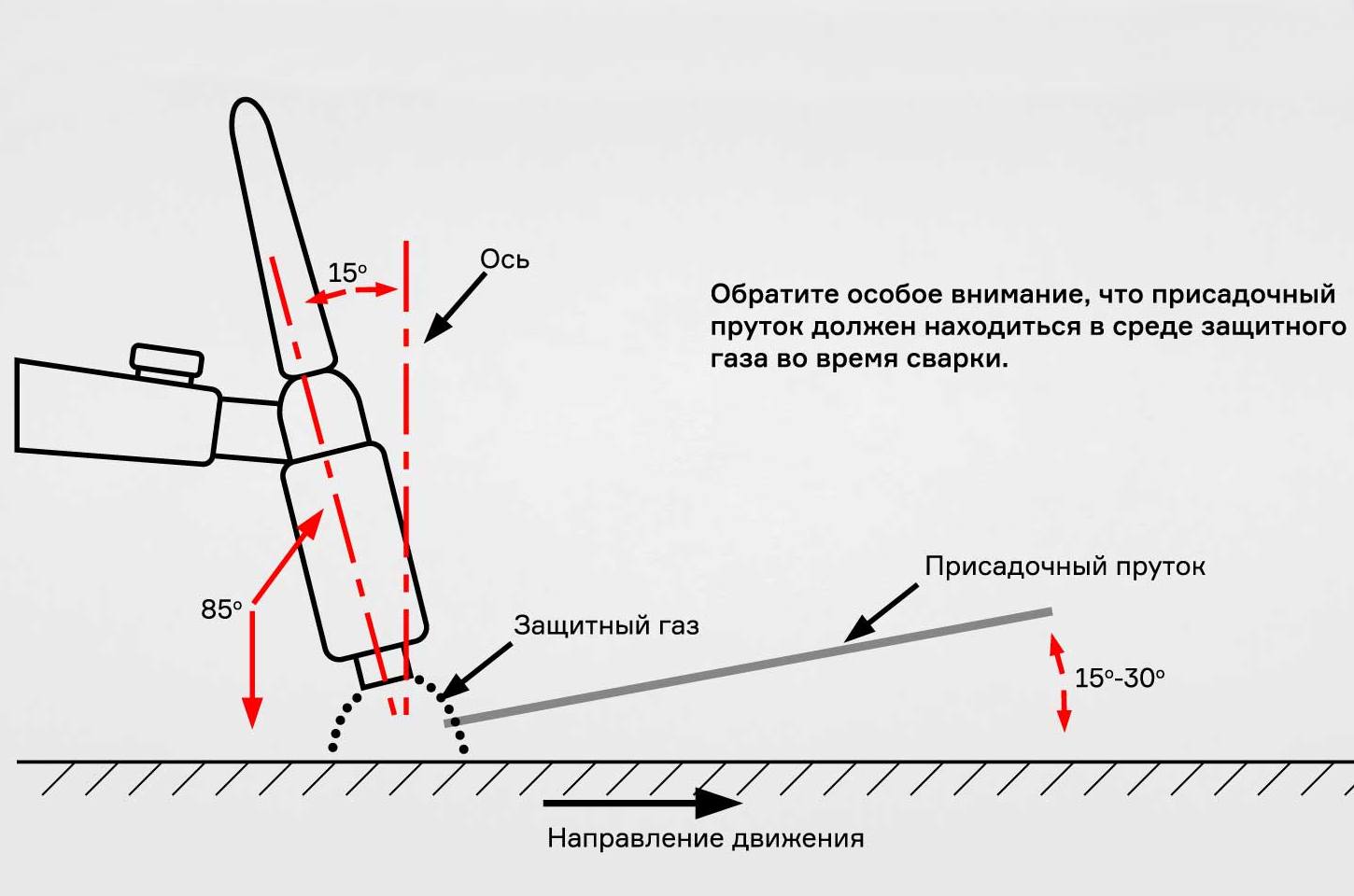
Поперечний рух не дозволить аргону здійснити захисну функцію зони зварювання від окиснення. Як наслідок шов вийде незадовільною якістю.
Тильна сторона шва також потребує додаткового захисту, для чого подається ще один струмінь аргону. Це хоч і зробить витрату газу більше, проте значно збільшить якість з’єднання.
Перед зварюванням тонкої нержавіючої сталі необхідно попередньо оплавити кінець електрода, що дозволить уникнути забруднення поверхні матеріалу. Це слід враховувати, якщо хочете отримати досить естетичний шов.
Додатково для розпалювання дуги можливе застосування спеціальних підкладок з графіту, які дозволяють підвищити естетичність шва. Іноді нормальному зварюванню аргоном нержавіючих деталей заважає сильне окиснення металу чи електрода.
Вирішити цю проблему допоможе продовження подачі газу до робочої зони протягом п’ятнадцяти до двадцяти секунд після завершення робіт. Це не сильно вплине на витрати газу, зате якість шва значно збільшиться. Шви вийдуть значно міцнішими і не розтріскуються.
Паралельно намагайтеся контролювати витрати аргону. Професійні зварювальники мають жорсткі обмеження витрати, що має значення 15, а в ідеалі 12 літрів на хвилину. Але новачкам не варто хвилюватися, з досвідом при прискоренні робочого процесу витрату вдається зменшити.
Замість ув’язнення

Як можна вже зрозуміти зварювальні роботи з нержавіючої сталі з використанням аргону по суті є не таким вже й важким заняттям. Необхідно враховувати всі нюанси технології, використовувати зварювальний апарат необхідної якості, що дозволяє вести продуктивну роботу і намагатися не допускати перевитрати аргону під час зварювання.
Не варто також забувати і дотримуватись правил ТБ і користуватися засобами індивідуального захисту. Майстри, які вже стикалися зі зварюванням деталей з нержавіючої сталі, можуть залишити свої коментарі нижче, щоб передати свій досвід новачкам.
Вдалої роботи!