


До певної міри електроди, що не плавляться, парадоксальні. З одного боку, завдяки даним розхідникам зварювальний шов виходить філігранним, а різ – бездоганно чистим. З іншого, метал шва та різ вони безпосередньо не створюють.
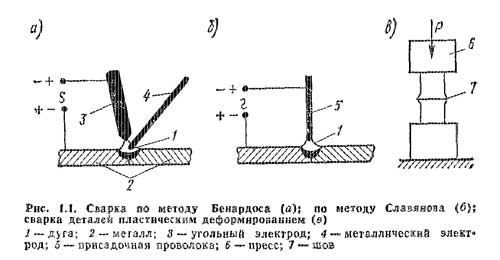
Розплавниками, що не плавляться, метали зварюють уже 140 років. У 1882 р. російський вчений Микола Бенардос вперше запропонував використати вугільний електрод для дугового зварювання. З того часу її так і називають – «спосіб Бенардоса».
Розгадка у цьому, що це стрижні або мають неметалеву природу (вугільні і графітові), або зроблені з тугоплавкого вольфраму. Тож під час роботи не плавляться.
Звідси і акуратний результат: електроди, що плавляться, його не дають, оскільки часто заливають лінію зварювання своїм металом. Розплавники, що не плавляться, задіяні тільки як присадочний дріт, який підтримує стійке горіння електричної дуги. З її запаленням запускають аргон, гелій чи азот, що захищають місце зварювання від окиснення киснем.
На матеріалі

Щоб підібрати найбільш придатний для конкретної роботи електрод, що не плавиться, визначтеся з параметрами:
-
- який вид зварювання ви обираєте;
- з яким металом збираєтесь працювати;
- який діаметр має стрижень;
- Струм якої сили знадобиться.
- графітові використовують переважно для зварювання під флюсом (захисним порошком) в автоматичному та напівавтоматичному режимі;
- з’єднують кольорові сплави, нержавіючі сталі, мідну та алюмінієву проводку;
- “Діаметр стрижнів з графіту великий – від шести міліметрів і вище. Тому діапазон їх можливостей неширокий;”
- практично не ламаються, не окислюються, порівняно з вугільними аналогами, стійкішими до коливань температур та вологості. У той же час до їх складу входить графітовий вуглець, який здатний помножити вуглецеву частку в металі, що обробляється. А це призводить до погіршення якості готового шва.
- вугільні підходять для повітряно-дугового різання, при якій стиснене повітря, що безперебійно подається в область зварювання, миттєво очищає площину заготовки від розплавленого металу. На виході маємо гладку та пряму лінію розрізу;
- зварюють низьколеговану сталь та кольорові метали. А якщо поверхня стрижня покрита шаром міді, можуть також заварювати та спаювати;
- забезпечують зварювання без дроту. Але професіонали все ж таки радять застосовувати присадковий матеріал;
- формою поділяються на: круглі для стандартного зварювання, плоскі для зварювання повітряно-дуговим методом і для такого ж різання – круглі;
- сила струму для роботи з вугільними електродами на великих об’єктах становить 580 А. У домашніх майстернях, завдяки низькій теплопровідності стрижнів, для створення дуги вистачає 3-5 А.
- вольфрамові застосовують для аргонодугового зварювання;
Вибирайте аргон високої частоти. Вживання неякісного газу призводить до потемніння зварювального шва.
- температура плавлення вольфраму вища, ніж у електричної дуги. Це продовжує термін служби зварювального обладнання;
- випускають із різним діаметром сердечника стрижня, під який підбирають силу струму. Наприклад, мінімальний 1-міліметровий присадний дріт вимагає п’ятдесят ампер, максимальний 4-міліметровий – понад триста.
Нюанси маркування електродів з вольфраму
Зорієнтуватися в неабиякому асортименті електродів, що не плавляться, допомагають маркування.
- “Літера”розповідає про активуючі добавки у вольфрамових провідниках і позначається кирилицею або латиницею.
- ЕВЛ – з оксидом лантану;
- ЕВІ\Y – з оксидом ітрію;
- ЕВТ – з діоксидом торію;
- ЕВЧ W – чистий вольфрам.
- Класифікаціяза кольоромелектродів, що не плавляться, вказує на хімічний склад і робочі умови.
Зеленим (вольфрамом без домішок) та білим (з добавкою цирконію) електродом з’єднують деталі з алюмінію, магнію та сплавів на змінному струмі. На постійному функціонують розхідник червоний (збагачений оксидом торію та стикуючий нержавіючі сталі, молібден, мідь та нікель) та темно-синій (з оксидом ітрію, призначений для складних конструкцій зі сталей, титану та міді). Сірий (з оксидом церію), синій і золотий (з домішкою лантану) – універсали, що забезпечують зварювання міді, бронзи, всіх типів.та на обох видах струму.
“Огляд сильних та слабких сторін”
Крім властивостей, що диктуються матеріалом, тугоплавкі електроди мають спільні риси. Якісним зварюванням роблять:
- стабільність дугового розряду у будь-якому режимі підключення;
- можливість змінювати кут нахилу, швидкість подачі та різновиди присадки, завдяки чому варіюється хімічний склад металу;
- здатність поєднувати елементи з різнорідних металів;
- мінімізація ризику появи дефектів при зварюванні та різанні завдяки точковій спрямованості високих температур.
Але є й проблеми:
- збільшуються енерговитрати;
- роботу ведуть лише у закритому приміщенні, щоб вітер не видував захисний газ на шляху до пальника;
- доводиться зачищати патьоки від розпалювання дуги, які можуть виникнути навколо зварювальної зони.
Чому важливі заточення стрижня та полярність
І все-таки будь-які проблеми переборні, особливо якщо дотримуватися перевірених правил. Перед початком роботи розплавники, що не плавляться, обов’язково заточують, оскільки від геометрії кінчика стрижня залежить конфігурація зварювального шва і параметри плавлення металу. Заточування графітових провідників проводять під кутом 60-70º, вольфрамових – 10-30º.
Заточіть відразу обидва краї електрода, що не плавиться. Коли один перегріється, просто поверніть утримувач на 180 º і зварюйте іншим кінцем. Економія часу очевидна!
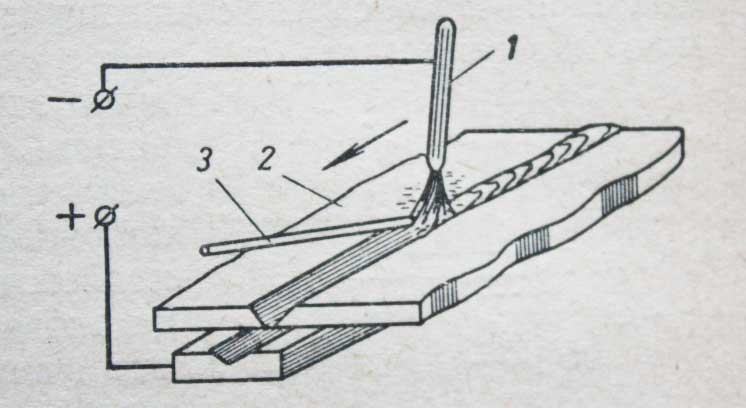
Потрібні параметри зварювального зчеплення також визначає полярність. Для утворення глибокого тонкого шва вона має бути пряма: електрод підключений до «-», метал поставлений на «+». При зворотній полярності стик виходить широким та плоским.
“І насамкінець ще один парадокс. Неплавлячі провідники при тривалому зварюванні все ж таки потроху скорочуються по довжині.”
Цей процес уповільнюється, якщо першим подають інертний газ і потім запалюють дугу. А робочий ресурс саме вольфрамових електродів продовжує попереднє запалювання на окремій графітовій пластині дуги, яку потім переносять до місця зварювання.
Спостерігаючи за роботою фахівців, ви, напевно, почерпнете багато інших корисних прийомів. І це буде перший крок на шляху до ваших самостійних вдалих зварювань.