


Зварювальна напруга, що накопичується в металі, є присутньою завжди. Без нього не обходиться жодне зварювання, оскільки метал в тому або іншому ступені випробовує навантаження. Частенько напруга ніяк не впливає на кінцевий результат вашої роботи, але у ряді випадків його надлишок може привести до деформації швів або поверхні самого металу.

У цій статті ми детально розповімо, від чого залежить величина деформації зварюваного металевого виробу, як запобігти деформаціям і напрузі при зварюванні. Ви також дізнаєтеся деякі особливості, які необхідно враховувати під час виконання робіт.
Загальна інформація
Напевно в тестах НАКС ви помічали питання “Що з перерахованого викликає концентрацію напруги в зварних швах”?. На вибір пропонувалися три варіанти: механічні властивості матеріалу, технологічні дефекти шва і нагріваючи при зварюванні. Саме у цьому питанні і криється головна відповідь, що торкається нашої теми.
Головний “винуватець” підвищеної напруги-технологічні дефекти шва. Звичайно, існують і інші причини виникнення напруги і деформацій (наприклад, неправильний контур швів). Але саме техдефекты є головною причиною. А ніяк не нагріваючи при зварюванні, як стверджують багато зварювальників.
До технічних дефектів відносяться шлакові включення, тріщини , не проварені ділянки і бульбашки газу, що скупчилися в зварювальному з’єднанні. Зварювальні деформації утворюються у той момент, коли напруга досягає свого піку саме в місцях технічних дефектів. Звичайно, нагрів металу грає велику роль в цьому процесі, але не є первинною причиною проблем.

Також деякі майстри помітили, що існує ще одна причина виникнення напруги і деформацій при зварюванню. Це природна усадка металу, яка відбувається у момент охолодження. Метал міняє свій стан з жидкообразного на тверде, тим самим зменшується його об’єм і метал деформується. Але частенько ця проблема виникає при неправильному охолодженні.
Деякі зварювальники відмічають, що вірогідність деформації металу збільшується, якщо конструкція складна і складається з великої кількості різноманітних швів . Особливо, якщо при розробці технічній документації були допущені помилки і навантаження була розрахована неправильно. Крім того, при деяких видах зварювання метал нагрівається нерівномірно, що також сприяє його поганій усадці надалі. Необхідно постаратися розігрівати метал поступово і рівномірно формувати шов.
Як запобігти деформаціям
У нормативних документах чітко прописані заходи боротьби з зварювальними напругою і деформаціями. Також непогані ради зазвичай дають майстри з багаторічним досвідом, які на собі випробували усі труднощі. Якщо ви новачок, то перепишіть, а краще вивчите наступні рекомендації. Вони допоможуть вам в рядовых і критичних ситуаціях.
Якщо вам належить виконати зварне з’єднання встык, то необхідно накладати шви обратноступенчатым або комбінованим методом. При цьому усю довжину майбутнього шва треба поділити на невеликі ділянки, по10-20 сантиметрів. Ці ділянки якраз і треба варити. Не вести безперервний шов, а варити окремі ділянки шва. Зварювання треба вести строго відповідно до технічної документації.

Завдяки такому методу тепло поширюється більш-менш рівномірно і навіть якщо в зварному шві є незначні дефекти, то в них не накопичуватиметься надмірна напруга. А це означає, що вірогідність деформації при зварюванні зменшиться.
Другий метод складніший і зажадає вправності. Тут найголовніше-правильно вибрати черговість формування швів. Припустимо, ви виконали перший шов, і він привів до одного типу деформації, скажімо, метал вигнувся в один бік. Вам необхідно виконати другий шов так, щоб метал деформувався у зворотний бік. Так ви зможете урівноважити протилежні деформації і вирівняти деталь. Подивіться на картинку нижче, щоб краще зрозуміти суть цього методу.
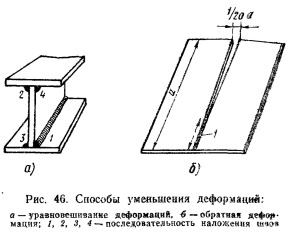
Третій метод схожий на попередній, але в нім є відмінності. Перед зварюванням треба врахувати, в яку сторону метал деформується і зістикувати деталі так, щоб після охолодження деталі, що деформуються, вирівнялися під дією один одного. Деформація зменшується за рахунок того, що кромки остигають і відбуваєть
ся природна усадка. Цей метод дуже ефективний, але необхідно повністю розуміти механізм деформації металу, щоб передбачити його поведінку.
Якщо вам треба зварити труби, то їх треба розділити на окремі фрагменти і тільки тоді зварювати. Після того, як ви з’єднаєте усі фрагменти можна отриману деталь приварити до головної деталі. На картинці нижче показаний цей метод.

Жорстке закріплення зварюваних деталей також застосовується для зменшення деформацій. Цей спосіб знаходить широке застосування в умовах масового і серійного виробництва при зварюванні деталей складної форми. Деталі закріплюють в спеціальних пристосуваннях (кондукторах), в яких роблять зварювання і виймають їх тільки після повного охолодження. Проте при цьому способі можуть виникнути внутрішні зварювальні напруга і деформації напруга, для зняття яких зварений вузол піддають подальшій термообробці.
Ще один неочевидний спосіб уникнути деформацій-попереднє прогрівання металу в печі. Завдяки такій простій маніпуляції ви зможете зменшити різницю температур між зварювальною зоною і деталлю. Через це високі температури при зварюванні не стануть причиною подальших деформацій. Такий метод є обов’язковою процедурою, якщо вам треба зварити чавун, бронзу, алюміній і різні типи стали.
Якщо зварювання вже виконане, а ви не зробили ніяких заходів по запобіганню деформації, то допоможе проковування. Вам навіть не обов’язково чекати, поки метал охолоне. У такому разі гаряче проковування навіть ефективніше, ніж холодна. За допомогою проковування можна швидко і ефективно позбавити деталь від надмірної напруги, а значить запобігти його подальшій деформації. Виконуйте проковування рівномірно, інакше гарантовано з’являться тріщини. Щоб проковування було ефективним, швидкість руху молота має бути високою.
Для зняття напруги у зварних з’єднаннях можна застосовувати метод термообробки швів . Це запобіжить вірогідності майбутніх деформацій. До того ж, шви, оброблені термічним методом, придбавають поліпшені експлуатаційні характеристики.
Висновок
От і все, що ми хотіли розповісти вам про запобігання деформаціям. Не варто турбуватися, якщо ви початкуючий зварювальник і виявили на своїх деталях дефекти, що з’явилися внаслідок надмірної напруги. Поки у вас найнижчий розряд ви просто повинні здійснювати помилки і вчитися на них. З часом ви запам’ятаєте усі особливості зварювальних робіт і застосовуватимете у своїй практиці знахідки інших досвідчених майстрів.