Зварювальний шов-це ділянка з’єднання двох частин в єдине ціле, завдяки розплавленню металу під впливом високої температури і подальшої його кристалізації. На сьогодні розрізняють більше 100 типів з’єднань. Вони усі розділяються за особливими параметрами і діляться на різні групи і підгрупи, у зв’язку з чим і існує безліч класифікацій зварних швів.
По виду зварного з’єднання
Класифікація зварних швів по виду зварного з’єднання ділиться на стикові і кутові. Яке саме зробити з’єднання в тій або іншій ситуації, вирішує майстер, відштовхуючись від положення деталей в просторі.
- Шви кутові робляться тоді, коли заготівлі знаходяться по відношенню один до одного під кутом.
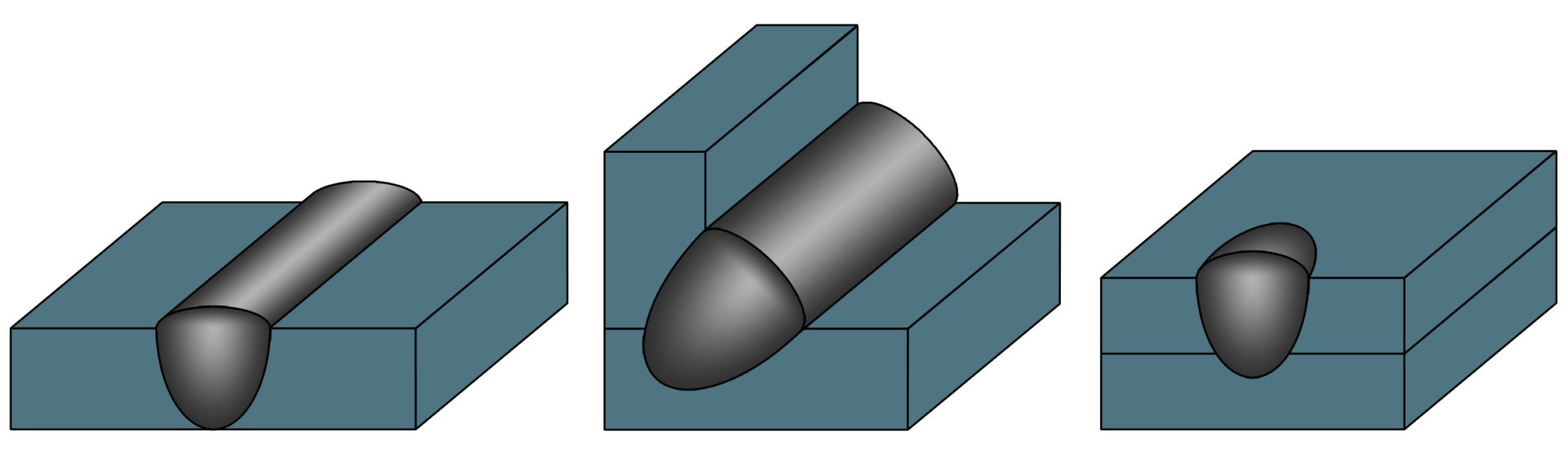
- Зварювання стикових з’єднань утворюється в результаті прилягання двох частин або деталей торцями один до одного, які розташовуються на одній площині. Сама доріжка при цьому може бути трьох видів-увігнута, опукла або плоска. Остання застосовується чаші усього, оскільки вона не має особливо вираженого переходу на стику деталей, що виглядає природніше, порівняно з іншими двома типами. Такий метод найчастіше використовується при зварюванні електродуги на низьких струмах, щоб не пропалити заготівлю. Наприклад, тонколистова сталь – ідеальний матеріал для застосування зварювання стикових з’єднань.
- Прорізний (електрозаклепувальний) робиться в отворі, який є на деталі і виконується у вигляді точкових заклепок. Тобто, при цьому не утворюється зварна ванна і шов результаті, а деталі спаюються невеликими ділянками через пази в заготівлі.
За місцем виконання зварювання
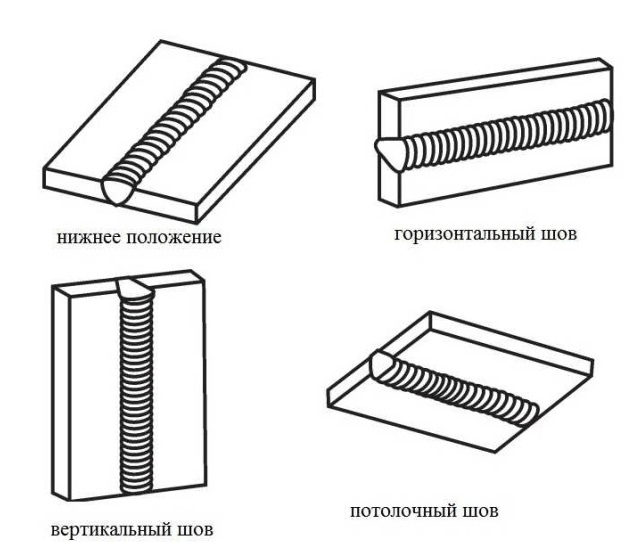
Класифікація зварних з’єднань і швів цієї категорії залежить від положення зварюваних деталей в просторі. Наприклад, якщо треба полагодити деталь якоїсь конструкції, яку не можна зняти і покласти, але вона при цьому знаходиться на деякій відстані від пола, то роботу майстер виконуватиме стельовим, нижнім, горизонтальним або вертикальним з’єднанням, відштовхуючись від розміщення цієї деталі.
- Горизонтальні-це зварні шви, які тягнуться зліва направо (чи навпаки) на вертикальній деталі. Щоб при цьому маса металу не стікала вниз, необхідно правильно підібрати швидкість руху електродом або пальником і силу струму (це підбирається для кожного випадку в індивідуальному порядку, відштовхуючись від типу зварювання, характеристик деталей і майстерності фахівця).
- Вертикальний метод виробництва стикових швів ведеться на вертикально розташованих заготівлях, при цьому шви ведуться зверху вниз (чи навпаки). Складність цього процесу полягає в тому, що спрацьовує сила тяжіння Землі і розплавлена металева маса увесь час стікає вниз, що псує і якість і зовнішніх вид деталі. Таке з’єднання рекомендується проводити в крайніх випадках і тільки тим майстрам, у яких вже певний теоретичний і практичних багаж знань для роботи такими доріжками. Детальніше з технологією вертикального шва можна ознайомитися тут.
- Стельовим називається положення, при якому деталь знаходиться вище за голову майстра, що набагато ускладнює процес. При здійсненні стельових зварювальних швів треба строго дотримуватися правил безпеки і технології виконання зварювання, тому що в даному випадку небезпека полягає в стіканні маси розплавленого металу.
- Нижні способи зварювання виконуються тоді, коли деталь розташовується внизу по відношенню до майстра. Це найзручніший метод з’єднання, оскільки метал не розтікається по сторонах або вниз, а стікає в кратер. Окрім цього, вільно виходять гази і шлаки на поверхню. Стикове зварне з’єднання в нижньому положенні виконується формуванням валиків упродовж усього стику деталей. При цьому технологія зварювання проста-досить вести електрод або пальник прямо або зигзагом для створення надійної і естетично привабливої доріжки.
По конфігурації
Ця категорія стикових швів використовується при ручному дуговому зварюванні електродом. Сюди відносяться три типи зварювальних швів-прямолінійні, криволінійні і кільцеві (спіральні). Вони робляться незалежно від положення робочого виробу. Усі типи швів цієї класифікації припускають, як стикове, так і нахлесточное зварне з’єднання.
По протяжності
Класифікація зварних швів за протяжністю буває двох видів: суцільні або переривчасті.
- Переривчас
тий-це такий шов, який робиться певної довжини з синхронним інтервалом. Він, у свою чергу, ділиться на два типи-ланцюгова доріжка і шов в шаховому порядку. Наприклад, двосторонні переривчасті з’єднання на одній стороні стінки розташовані проти зварених ділянок шва з іншого її боку. Такі типи зчеплення можуть бути як односторонніми, так і двосторонніми. Тобто, деталь спаюється з двох сторін. Відстань між цими зварними відрізками називається “Зварювальний крок”. - Суцільні способи зварювання також діляться на короткі і довгі доріжки, і здійснюються уздовж усієї заготівлі.
- Точковий спосіб стикових швів значно відрізняється від інших, за рахунок того, що тут немає зварювальної ванни і доріжки. В цьому випадку заготівлі з’єднуються точками, за рахунок нахлесточного зварного з’єднання. Такий спосіб частенько застосовується для пайки тонкого металу або акумуляторів.
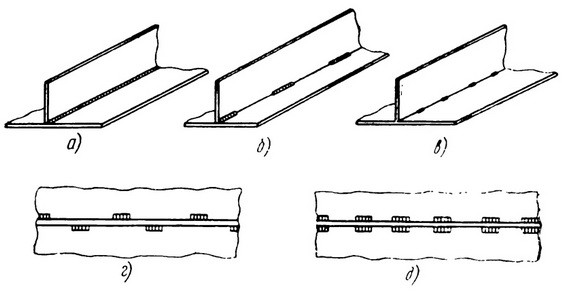
Способи протяжних швів : а) суцільний б) переривчастий, в) точковий, г) переривчастий шаховий, д) переривчастий суцільний (ланцюговий)
За технологією виконання
Залежно від технології, по якій робиться скріплення, виділяють основні чотири види:
- Підварильний, де-менша частина двостороннього шва, виконується заздалегідь для запобігання пропаленням при подальшому зварюванні;
- шов-прихватка дозволяє фіксувати деталі, які вже розташовані для зварювання;
- тимчасовий шов потрібний, щоб скріпити заготівлі на деякий час, а по закінченню робіт він віддаляється.
- монтажний зварний шов, використовується під час монтажу різних конструкцій.
По відношенню до напряму діючих зусиль
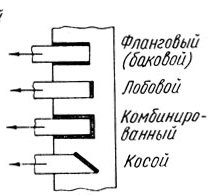
- Подовжній спосіб створення стику (фланговий), при якому зусилля діє паралельно осі доріжки;
- Поперечний метод (лобовий) зварного шва, при якому його вісь знаходиться перпендикулярно (90 градусів) до осі зусилля;
- Комбіноване з’єднання зварюванням включає одночасно і фланговий і поперечний тип;
- Косою, при якому вісь шва розташовується під кутом до напряму діючих зусиль.
За формою зовнішньої поверхні
- Опуклі (посилені)-це багатошарові шви, вживаний в зчепленнях при статичних навантаженнях, але посилений наплив призводить до надмірної витрати електродного металу і у зв’язку з цим для його використання потрібне економічне обгрунтування.
- Увігнуті (ослаблені) способи використовуються для скріплення тонкого металу.
- Нормальні або плоскі актуальні при динамічних навантаженнях, оскільки вони не мають особливого перепаду між доріжкою і основним металом.
По виду зварювання
Класифікація зварних швів по виду зварювання розділяється залежно від типу дії зварювального апарату. Наприклад, при роботі в середовищі аргону або іншого захисного газу, з’єднання буде не інакше, як “газовим”, при роботі з електродом-“електродугою”. Найосновнішими видами є наступні шви:
- ручного дугового зварювання-стикове або нахлесточное з’єднання реалізується вручну за допомогою електроду. Таким чином, можна скріпити практично будь-який метал, завтовшки від 0,1 до 100 мм у будь-якому положенні;
- автоматичного зварювання, які здійснюються при роботі з апаратом-трансформатором, випрямлячем або інвертором ;
- зварювання в інертному газі. Такі стикові, кутові і нахлесточные з’єднання вважаються найміцніші, оскільки зварювання відбувається в середовищі інертних газів, які захищають його від окислення. Великим плюсом такого скріплення є естетичний вид і відсутність відходів і шлаків;
- газового зварювання-доріжка формується під впливом температури, яка створюється за рахунок горіння робочого газу, що виходить з пальника;
- паяних з’єднань, які здійснюються за допомогою паяльника.
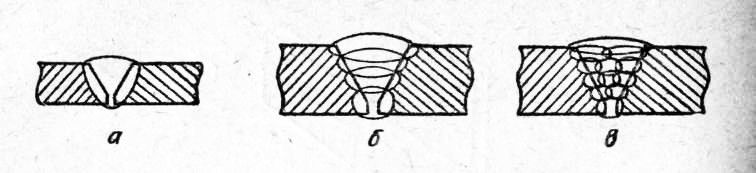
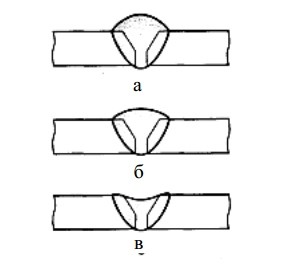
Окрім описаних, існує ще безліч способів для з’єднання деталей, як звичайних, так і нестандартних, які застосовуються для заварювання деталей у важкодоступних місцях. Наприклад, шви можуть бути одношаровими (а) або багатошаровими(б, в), при яких накладається декілька валиків, розташованих на одному рівні поперечного перерізу шва.