


Ручне дугове зварювання (вона ж зварювання MMA, РД, РДС) з вугільним електродом була придумана ще в кінці19-го століття українським винахідником Миколою Бернардосом. Тоді ж винахідник запатентував свою технологію у багатьох країнах Європи. Пізніше він же придумав контактне зварювання і дугове зварювання в середовищі захисного газу.

Відтоді пройшло немало часу, і технологія ручний дуговий зварювання пройшла безліч модифікацій. Так, наприклад, серед домашніх умільців отримало поширення не класичне дугове зварювання вугільним електродом, а зварювання із застосуванням плавких стержнів. Також зварювальні апарати отримали безліч нових функцій, а у виробництві стали застосовуватися метали з особливими властивостями.
Тому технологія дуговий зварювання стала дещо складніша. У цій статті ми вам детально розповімо, що таке ручне дугове зварювання, які достоїнства і недоліки є цього методу з’єднання металів і як виконується РД зварювання металоконструкцій.
Загальна інформація
Ручна дугова зварювання MMA (MMA-загальноприйнята міжнародна назва)-це процес формування зварювального з’єднання за допомогою електричної дуги. Дуга запалюється між електродом і поверхнею металу, горить стабільно і формує рівний шов. Електроди для РДС виготовляються з металевого дроту і мають спеціальне покриття, що захищає зварювальну зону від негативного впливу кисню. У роботі використовуються електроди, завдовжки до45 сантиметрів.
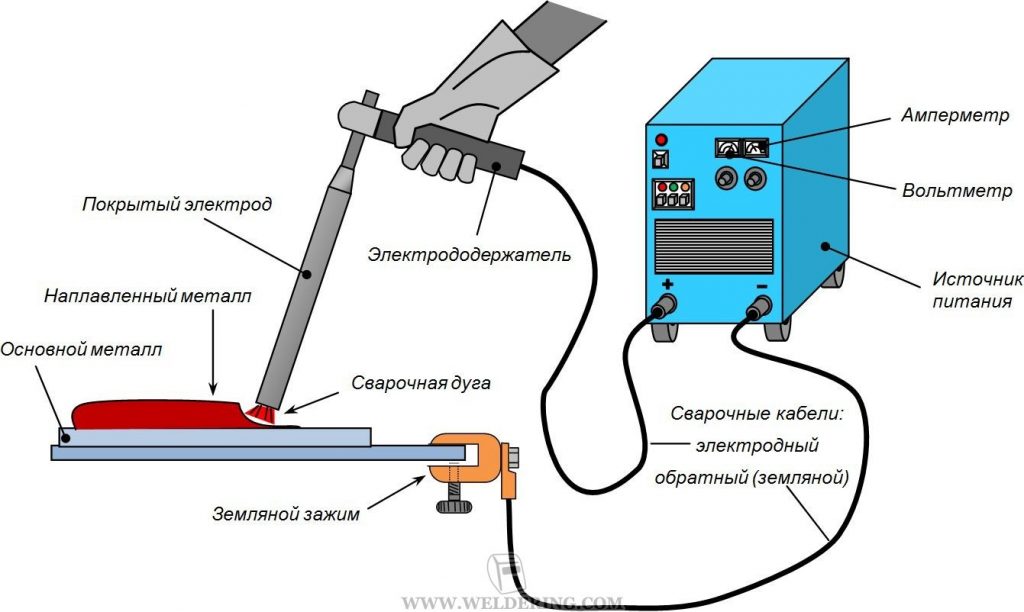
Дуга при ручній зварюванню запалюється або методом постукування (зварювальник постукує кінцем електроду об поверхню металу, не застосовуючи силу), або методом чирканья (по аналогії з сірниковою коробкою). Дуга плавить метал і одночасно з деталлю плавиться електрод. При плавленні електроду метал наплавляється і формується шов. Допустиме незначне розбризкування металу.
Ручна дугова зварювання MMA за допомогою покритих електродів – один з простих видів зварювання. Звідси і безліч нюансів в роботі. При такому методі зварювання робочий час витрачається нераціонально, багато сил йде на формування шва, знижується продуктивність праці. Тому така технологія більше затребувана у домашніх умільців, ніж на великому заводі.
Зате за допомогою РДС вам під силу наплавлення валів, зварювання багатьох типів металів і відносно швидкий ремонт виробів з металу в домашніх умовах. Також за наявності досвіду і кваліфікації можна виконати різні типи швів, у тому числі трудомісткі, на зразок стельових .
Достоїнства і недоліки
Ручна дугова зварювання плавким електродом не даремно є найпопулярнішим методом з’єднання металів. З її допомогою можна виконати нескладний ремонт, сформувати короткі міцні шви, провести швидке технічне обслуговування якого-небудь устаткування. Але це ще не усе плюси.
В порівнянні з іншими технологіями зварювальні апарати для РДС зварювання коштують недорого, вони компакт-диски і прості у використанні. Також для роботи не потрібно додатковий захист зварювальної зони за допомогою газу або флюсу, оскільки з цим завданням справляється електрод. Ще один плюс-можливість працювати практично у будь-яких умовах : і на вулиці, і в цеху, і на вітрі, і під пекучим сонцем. А це важливо, якщо треба зробити швидкий ремонт в “польових” умовах.

Не варто забувати, що РДС підходить для зварювання самих різних металів : від вуглецевих і легованих сталей до чавуну, алюмінію і міді. При цьому товщина деталей може досягати декількох сантиметрів і потужний зварювальний апарат впорається з цим завданням. Також можна зробити зварювання у будь-якому просторовому положенні, якщо це знадобиться.
Тепер про недоліки. РД по металу вимагає частих перерв в роботі. Вони потрібні, щоб замінити розплавлений електрод на новий. А його витрата може бути дуже великою за відсутності досвіду або при зварюванні товстих металів. Якщо електрод досяг довжини в5 сантиметрів і менш, то його тут же слід замінити.
Ручна зварювання із застосуванням електроду має на увазі утворення шлаку навколо зварювальної зони і шва. З одного боку, це добре, оскільки шлак додатково захищає зварювальну ванну від кисню. Але після роботи шлак треба видалити з поверхні металу. Цей процес може бути трудомістким і віднімає немало часу.
Із-за цих двох недоліків ручне дугове зварювання вважається одним з найповільніших. Вона призводить до перевитрати часу і не йде ні в яке порівняння з конкурентами, ніби MIG зварювання. Ви повинні узяти до уваги цей недолік.
Через те, що в роботі не можна використати електроди до кінця, а прийнято часто замінювати їх на нові, відбувається перевитрата комплектуючих. Виходить, що в роботі використовується не більше70% електроду, решта вважається огарком. Цей факт збільшує собівартість робіт.

Незважаючи на відносну універсальність, за допомогою РДС не вийде зварити олово або цинк. І взагалі усі метали з низькою температурою плавлення. Це відбувається через те, що коефіцієнт тепловложения занадто великий при зварюванні електричною дугою. Також ручна дугова зварювання плавким електродом не підійде для з’єднання деталей з титану, танталу і будь-яких інших металів, що мають активні хімічні властивості. Електрод не зможе в належній мірі захистити шов від окислення.
Ну і останній мінус, який треба згадати. У ручному дуговому зварюванні струм проходить по усій довжині електроду, і якщо значення струму буде занадто велике, то стержень може перегрітися і захисне покриття зруйнується. Через це ви просто не зможете встановити високі значення струму, щоб хоч якось прискорити роботу. Це ще одна причина, чому швидкість роботи при ручному зварюванні металоконструкцій може бути нижча, ніж при використанні інших методів зварювання .
Різновиди
Не можна вибрати якийсь один певний спосіб зварювання РДС, оскільки технологія проста і не має додаткової класифікації. Звичайно, можна класифікувати ручне дугове зварювання за типом використовуваного електроду, за типом отримуваного шва або за типом дуги. Але це лише ускладнює розуміння суті технології. Тому пропонуємо відразу приступити до вивчення основ РД зварювання, не вдаючись до подробиць класифікації.
Особливості зварювання
Розуміючи принцип ручного дугового зварювання плавким електродом можна приступити до самого зварювального процесу. Спершу розберемося, в яких випадках таке зварювання доцільне. РД по металу доцільна тому випадку, якщо товщина деталі починається від2 міліметрів і не перевищує50 міліметрів. Також доцільне зварювання легованих, вуглецевих і нержавіючих сталей. РДС чудово підійде для дрібносерійного виробництва або для зварювання штучних виробів. Якщо метали товще і деталей багато, то рекомендуємо замінити ММА зварювання на MAG.
Якщо деталі будуть занадто тонкими, то вони плавитимуться занадто швидко. Це призводить до утворення дефектів, шов просто не устигає сформуватися. Навіть якщо ви встановите мінімальне значення струму. Використайте інші технології зварювання тонкого металу, не ризикуйте.
Технологія ручний дуговий зварювання розпочинається з основ про просторове положення. Ми писали, що ручна дугова зварювання плавким електродом можлива у будь-якому положенні. Це правда, але з обмовками. Річ у тому, що не усі електроди дозволяють виконати складні стельові або вертикальні шви. Вони плавляться занадто швидко і стікаючий метал не дозволяє сформувати шов. Оберніть на цю увагу перед виконанням відповідальної роботи.
З цієї причини найкращий результат досяжний саме в нижньому або горизонтальному просторовому положенні. Таку роботу зможе виконати зварювальник навіть з низькою кваліфікацією, можна використати електроди більшого діаметру і встановити на зварювальному апараті велику силу струму, щоб прискорити робочий процес. Так що якщо ви можете замінити стельові шви на нижні-не відмовляйтеся від такого рішення.
Якщо ви використовуєте метод ручної дуговий зварювання покритими стержнями і вам все ж треба зробити стельових шов, то виберіть електроди невеликого діаметру і встановіть на апараті мінімальне значення зварювального струму. Працюйте не повільно і не швидко, постарайтеся знайти “золоту середину” в швидкості ведення дуги. Ведіть дугу упевнено і не відхиляйтеся в сторони.
Тепер поговоримо про тип і полярність струму. Зварювання ММА може робити на постоянке і на зміні, вибір режиму залежить від електродів. Обов’язково читайте упаковку ваших стержнів перед роботою, деякі електроди можуть бути призначе
ні тільки для роботи на одному типі струму.
Одне відоме точно-при постійному струмі дуга горить стабільніше, ніж при змінному. Це помітно навіть при використанні універсальних стержнів, здатних працювати з будь-яким родом струму. Словом, якщо ви початкуючий зварювальник, то придбавайте універсальні комплектуючі і експериментуйте з налаштуваннями.
Що стосується полярності, то її вибір залежить від того, яка швидкість плавлення електроду вам потрібна. Якщо виберіть зворотну полярність і встановіть постійний струм, то електрод плавитиметься повільніше і равномернее. Це найбільш прийнятний варіант. Є електроди, які працюють самотнього добре з будь-якою полярністю.
Ручна зварювання заліза або нікелю має свої складнощі. У роботі метал може бути схильний до проблеми, що називається магнітним дуттям. Магнітне дуття-це коли дуга починає мимоволі відхилятися від зварювальної ванни із-за магнітних властивостей металу. Щоб уникнути цих проблем встановите на сварочнике змінний струм, це може допомогти.
Підбір електродів
Електроди так само важливі, як і дотримання технології зварювання. Від їх правильного вибору багато в чому залежить якість майбутнього шва. Треба підбирати стержні відповідно до металу, який ви збираєтеся варити. Багато характеристик електроду можна упізнати по його маркіровці. Про те, як читати маркіровку ми розповідали в цій статті .
При роботі з ручним дуговим зварюванням звертайте увагу на властивості вибраних вами електродів. Властивості залежать від типу покриття. У електродів для РДС найчастіше рутилове або основне покриття. Ми не стверджуватимемо, яке з них краще. Просто перерахуємо їх позитивні і негативні сторони.
Електроди з рутиловим покриттям часто використовують новачки, оскільки простіше запалити і вести дугу. Вони представлені в широкому асортименті, є і бюджетні, і дорогі марки. Ми не рекомендуємо купувати занадто дорогі електроди для домашнього зварювання, оскільки вони просто не розкриють увесь свій потенціал.
З недоліків рутилового покриття можна виділити підвищений вміст водню в зварному з’єднанні, що дещо погіршує якість шва. Та зате метал практично не розбризкується при зварюванні, що дуже важливо. Новачкам рекомендуємо електроди марки МР—3, як одні з самих бюджетних і поширених.
Електродами з основним покриттям-вибір досвідчених професійних зварювальників. З такими стержнями досить важко працювати, оскільки дуга запалюється неохоче і в процесі зварювання має бути дуже короткою. Усе це вимагає досвіду. Але якщо ви новачок не бійтеся застосовувати такі електроди у своїй практиці. Так ви зможете швидше навчитися. Електроди з основним покриттям забезпечують відмінну якість шва. Якщо вам треба зварити відносно тонкий метал, то вибирайте електроди з основним покриттям.
Також електроди підбираються виходячи з економічних чинників. При такому повільному способі зварювання як РДС важливо знати швидкість наплавлення стержня, щоб визначити, скільки часу і електродів знадобиться на формування шва. Існують спеціальні високопродуктивні стержні, з ними роботі йде швидше. Але ними, як правило, можна варити тільки горизонтальні шви.
Вище ми писали, що електрод треба використати на70% відсотків, залишаючи приблизно5 сантиметрів стержня. Деякі новачки навмисно влаштовують перевитрату електродів, використовуючи їх лише наполовину. Багато хто пояснює це тим, що просто турбуються про довжину електроду і вважають за краще залишити стержень із запасом. Ми не рекомендуємо так робити у своїй практиці. Вам доведеться ще частіше переривати зварювання і міняти електроди на нові.
Висновок
Ручна дугова наплавлення покритими електродами-класичний і перевірений роками метод з’єднання деталей з металу. Вона проста, не вимагає використання додаткових комплектуючих і її основи зрозумілі навіть людям, далеким від зварювання.
Щоб навчитися цій справі, прочитайте на нашому сайті додаткові матеріали по зварюванню. Також у нас ви знайдете керівництво на зварювальні роботи, повчальні статті і корисну інформацію по виготовленню саморобних сварочников і комплектуючих. Діліться свої досвідом в коментарях, він напевно буде корисний для початкуючих зварювальників. Бажаємо удачі в роботі!