


Зварювальні електроди і зварні з’єднання можуть по-різному розташовуватися в просторі. І вибір цього самого положення залежатиме не від особистих переваг майстра, а від технології зварювання , типу і особливостей металу, а також інших чинників (наприклад, важкодоступності місця зварювання).

Знаходячись в різних положеннях можливий практично будь-який напрям зварного з’єднання, звідси витікає і ряд особливостей. Наприклад, виконання горизонтальних нижніх швів можна доручити зварювальникові початкової кваліфікації. А ось стельові вертикальні шви може виконати тільки майстер своєї справи. Словом, є безліч нюансів, про які ми і розповімо в цій статті.
Положення зварного з’єднання
Кожен тип робіт потребує свого просторового положення, а деякі складні металоконструкції мають потребу і зовсім в різних просторових положеннях.
Положення шва при зварюванні може бути нижнім, горизонтальним, вертикальним і стельовим. Розглянемо кожного з детальніше.
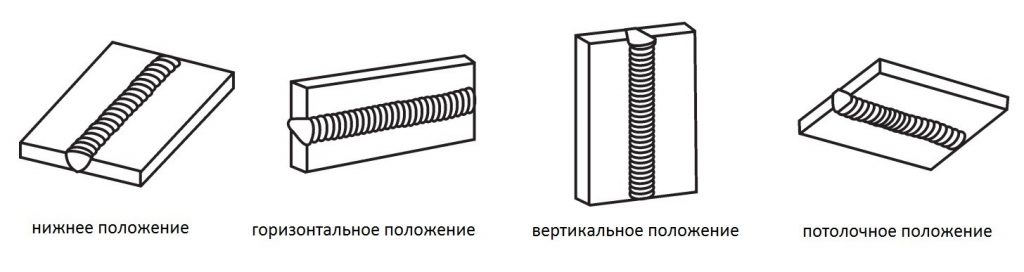
Нижнє положення
Нижнє положення часто зустрічається в роботі у новачків, оскільки їм зазвичай доручають зварювання нескладних металоконструкцій. До зварювання в нижньому положенні не пред’являються строгі вимоги за якістю. У нижньому положенні можливе зварювання стикових і кутових швів.
Читайте також: Усе про контроль якості зварних з’єднань
У нижньому положенні можна виконати і одностороннє, і двостороннє зварювання. При цьому якість шва буде досить непоганою, він буде міцним і надійним. До речі, такий метод зварювання один з самих високопродуктивних. Великої швидкості зварювання вдається досягти якраз завдяки простоті виконання такого шва. Єдиний мінус нижнього положення-висока вірогідність утворення пропалень за відсутності належного досвіду. Незважаючи на це, нижнє положення найпростіше і легко здійсниме.
Горизонтальне положення
Горизонтальне положення у просторі здається простим на перший погляд. Але по факту виконання швів в такому положенні зв’язане з рядом труднощів. Під дією сили тяжіння метал може затікати прямо під кромки, заважаючи сформувати якісний шов. Тому треба підрізувати кромки під невеликим кутом, такий метод оброблення називається косим. При цьому треба підрізувати тільки верхню деталь.
Звичайно, для виконання зварювання в горизонтальному положенні потрібна кваліфікація і досвід, але при належному старанні цій справі легко можна навчитися. Якщо ви новачок, то вас швидше за все не припустимо до виконання таких робіт, але ви можете самостійно потренуватися на непотрібних шматках металу.
Вертикальне положення
При вертикальному положенні метал також стікає вниз через силу тяжіння. Тому треба дотримуватися ряду правив, які допоможуть не наробити помилок. По-перше, намагайтеся варити на дуже короткій дузі. Це непросто, якщо ви початкуючий зварювальник, але колись адже треба починати 🙂 Завдяки короткій дузі метал довше залишатиметься до зварювальної ванни, а не стікатиме вниз.
Також рекомендуємо застосовувати спеціалізовані електроди. У них, як правило, є особливе покриття, завдяки якому збільшується в’язкість зварювальної ванни. Це також сприяє меншому стіканню металу.
Можна виконувати зварювання як згори-вниз, так і знизу-вгору. Якщо для вас важливіше якість шва, то краще варити знизу-вгору. А якщо важлива швидкість зварювання, то краще варити згори-вниз. Якщо важливо і те, і інше, то вибирайте траєкторію руху виходячи з умов роботи.
Стельове положення
Такий вид просторового положення самий трудомісткий. Цю роботу доручають тільки досвідченим майстрам високої кваліфікації. Зазвичай такі майстри виконують роботу без браку і дефектів. Це частина їх обов’язків. Ми рекомендуємо розташовувати деталі горизонтально, а електрод вести вертикально. Найголовніша проблема, з якою ви зіткнетеся,-стікання розплавленого металу вниз. Але ця проблема вирішувана, треба просто дотримуватися наших рекомендацій.
Передусім, тут так само допоможе коротка дуга. Додатково можете встановити менше значення зварювального струму, щоб метал плавився повільніше. Також використайте електроди невеликого диметра і з тугоплавким покриттям. Воно дозволить утримати краплі розплавленого металу. Також рекомендуємо постійно мін
яти дистанцію між електродом і зварним з’єднанням. Буквально на пару міліметрів.
Не варто варити в стельовому положенні , якщо метал тонкий. Ви просто отримаєте неякісний шов, він буде пористим і зруйнується при експлуатації або транспортуванні. Постарайтеся використати будь-які інші положення. І тільки якщо зварювання у будь-якому іншому положенні неможливе, застосовуйте стельове.
Положення електроду
Положення і рух електроду при зварюванню також дуже важливо. Наведемо простий приклад. Вам треба зварити нижній шов. У таких ситуаціях якість шва багато в чому залежить від кількості шлаку , що утворюється під час зварювання. Шлак може або зіпсувати вашу роботу, або посприяти поліпшенню якості зварного з’єднання, треба просто контролювати цей процес. І правильне положення електроду якраз допомагає стежити за кількістю шлаку, збільшувати або зменшувати його кількість.
Положення електроду при зварюванню буває трьох видів: кутом вперед, кутом назад і прямо (чи під 90 градусів). Давайте детальніше розглянемо кожен вид.
Зварювання кутом вперед
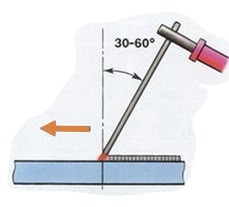
Зварювання кутом вперед при ручний дуговий зварюванню застосовується рідко. Це пов’язано з тим, що під час зварювання шлак утворюється і скупчується перед електродом, через що варити незручно. До того ж шлак заважатиме стійкому горінню дуги, при цьому погіршає якість шва. Але таке положення виправдане, якщо ви виконуєте зварювання у важкодоступному місці.
Зварювання кутом назад
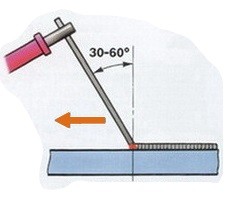
Зварювання кутом назад використовується, коли треба зварити стикові або кутові шви . У такому положенні шлак витісняється із зварювальної ванни, то загалом добре. При цьому зварне з’єднання дуже швидко кристалізується.
Під 90 градусів
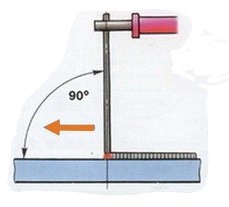
Дуже цікаве положення. Завдяки ньому зварювальник може досить точно управляти рухом шлаку, направляючи його в зварювальну зону у необхідній кількості. Це дуже добре для зварного з’єднання. Але треба стежити за тим, щоб шлак не виявився попереду електроду. Якщо це сталося, зміните положення на “кутом назад” і зміните напрям шлаку.
Багато новачків запитують, який кут нахилу електроду при зварюванню універсальний або найкращий. Не існує відповіді на це питання. Тільки в процесі роботи можна точно визначити, яке положення буде оптимальним. А може статися так, що вам по ходу роботи доведеться кілька разів міняти положення з одного на інше.
Описані вище положення застосовані до формування зварного з’єднання за допомогою ручного дугового зварювання. Якщо ви плануєте працювати з напівавтоматом або автоматом, то треба буде врахувати особливості використовуваного захисного газу.