


Ручне дугове зварювання з використанням вугільного електрода (її ще називають РДС або MMA) вигадав і вперше застосував ще 1882 року інженер Микола Бенардос.
Водночас він запатентував своє інноваційне відкриття у різних європейських країнах. Пізніше винахідником вигадали ще кілька типів зварювання: дугова і контактна.
Пройшло вже понад сто років, і за цей час виникло безліч модифікацій цієї технології. Домашні умільці стали використовувати не звичне дугове зварювання за допомогою вугільних електродів, а почали застосовувати стрижні, що плавляться.
Зварювальні апарати стали виконувати більше різних функцій, а під час виробництва дедалі частіше стали використовувати метали з особливими властивостями.
З кожним роком процес дугового зварювання значно ускладнювався. У цьому матеріалі ви дізнаєтеся про те, що собою являє ручне дугове зварювання, як правильно її виконувати і на що варто звернути особливу увагу. Також ми обговоримо всі плюси та мінуси такого методу зварювання.
ЗАГАЛЬНІ ВІДОМОСТІ ПРО РУЧНЕ ДУГОВЕ ЗВАРЮВАННЯ

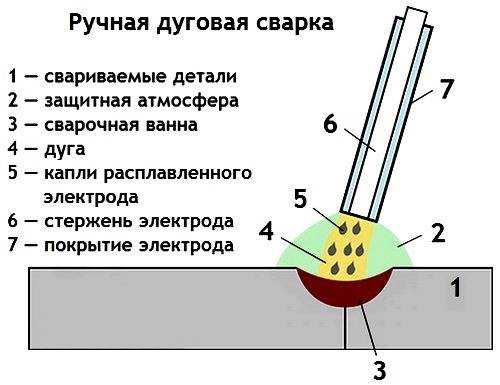
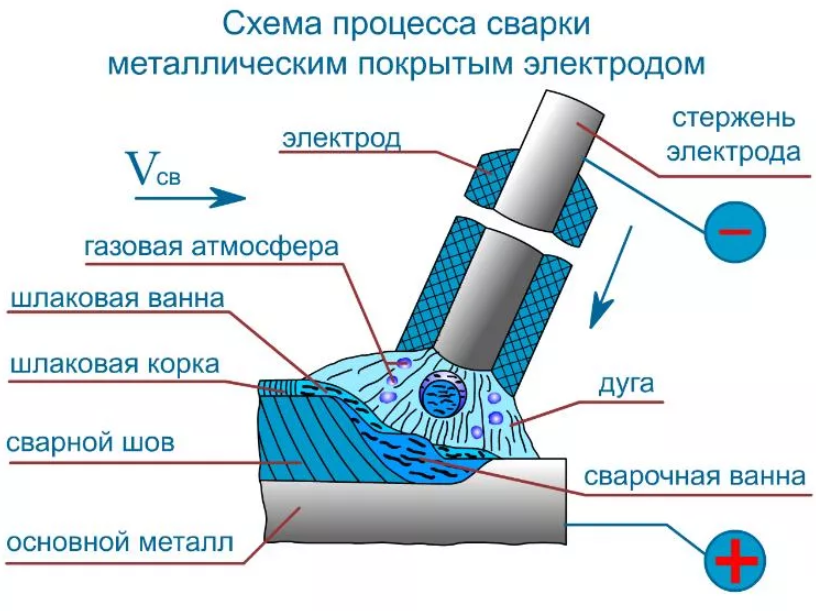
Ручним дуговим зварюванням (у світі більш відомим як MMA) називають створення зварювального з’єднання, енергію для якого дає електрична дуга.
В результаті її запалення та стабільного горіння між електродом та металом відбувається формування рівного шва. Для РДС використовують стрижні з електропровідних матеріалів, основу яких становить металевий дріт.
Зверху на них наноситься особливе покриття, завданням якого є захист зварювальної ділянки від руйнівної дії кисню. Такі електроди можуть досягати до 45 см завдовжки.
Щоб запалити дугу при РДС, фахівці можуть використовувати різні способи. Найчастіше зварювальники віддають перевагу методу постукування (майстер обережно стукає кінцем електрода об метал) і методу цвіркання (запалювання відбувається так само, як і з сірниками в сірниковій коробці).
Починає плавитися метал, а разом із ним – і сам електрод. Завдяки цьому утворюється шов. Варто зауважити, що під час зварювання метал іноді несуттєво розбризкується, але це цілком допустимий процес.
Ручне дугове зварювання входить до найпростіших методів зварювання. Однак у її роботі є чимало нюансів. По-перше, у процесі РДС дуже непродуктивно використовується робочий час.
Щоб сформувати шов, потрібно витратити багато часу та сил, внаслідок чого скорочується ефективність праці. Подібний метод зварювання раціональніше використовувати домашнім умільцям, ніж великим заводам.
Ручне дугове зварювання в домашніх умовах допоможе вам з розв’язанням безлічі різних завдань: здійснити наплавлення валів, зварити різні метали і в короткі терміни відремонтувати металеві вироби.
Якщо в людини є певний досвід, йому під силу виконати різні трудомісткі типи швів, наприклад, стельові.
ПЛЮСИ І МІНУСИ РДС
Ручне дугове зварювання, в якому задіяні електроди з покриттям, недарма вважають одним із найпопулярніших методів зварювання.
Вона дає можливість провести нескладний ремонт і сформувати короткі міцні шви на металевих виробах, так і швидке техобслуговування того чи іншого пристрою. Однак на цьому переваги даного методу зварювання не закінчуються.
Ціна зварювальних апаратів для РДС набагато нижча, ніж у аналогічних апаратів для інших методів зварювання. Більше того, ці апарати – компактні та прості в експлуатації.
У зв’язку з тим, що електрод має достатній рівень захисту зварювальної області, немає необхідності використовувати додатковий захист, таку як газ або флюс.
Ще одна перевага РДС – можливість оперативно провести ремонт навіть у «польових умовах»: перешкодою не стануть ні сильний вітер, ні сонце, що палить. Подібна особливість РДС грає велику роль у тому випадку, якщо поломка застигла вас зненацька.
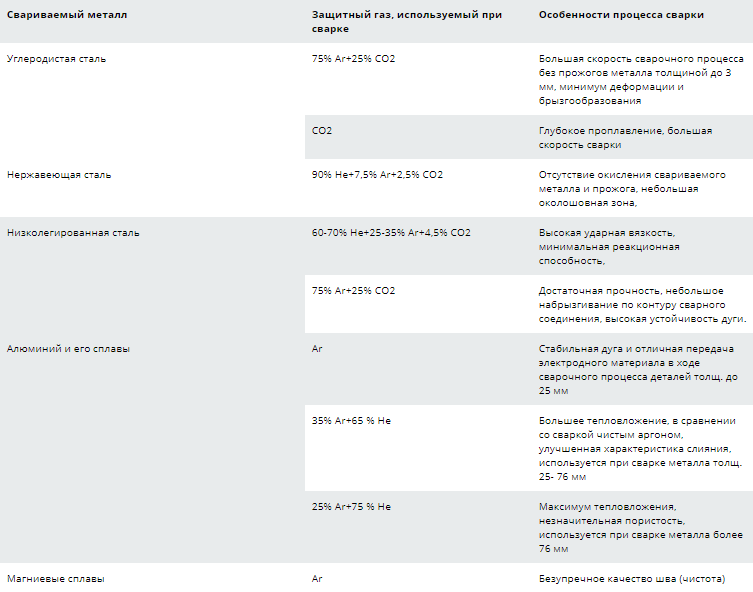
“РДС можна використовувати, щоб різні метали, будь то вуглецева сталь, легована сталь, алюміній, мідь або чавун.”
Навіть якщо деталі досягають завтовшки кількох сантиментів, зварювальному апарату з великою потужністю буде під силу таке завдання. Більш того, РДС за необхідності можна провести в будь-якому положенні.
Однак, у ручного дугового зварювання є і кілька суттєвих недоліків. Насамперед варто зауважити, що протягом РДС потрібно постійно робити перерви, під час яких доводиться замінювати розплавлений електрод.
Якщо у людини недостатньо досвіду або їй потрібно зварити метали з великою товщиною, витрата електродів буде занадто високою. У той момент, коли довжина електрода наблизилася до значення 5 см, його відразу необхідно замінити.
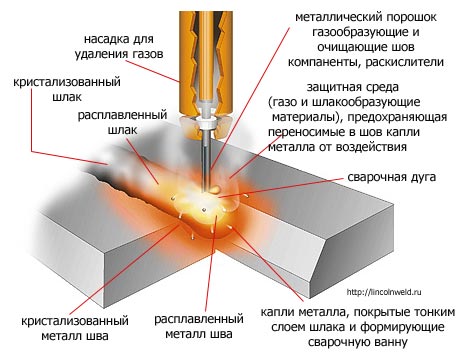
Також звертаємо вашу увагу на те, що під час РДС в районі зварювальної зони відбувається утворення шлаку.
Також він формується і довкола самого шва. З одного боку, цей шлак виконує корисну функцію – дає додатковий рівень захисту від шкідливого впливу кисню.
З іншого боку, як тільки ви завершили роботу, поверхню металу необхідно відразу очистити від шлаку. Це трудомісткий процес, який потребує багато часу та сил.
“Ці два недоліки перетворюють РДС на один із найповільніших типів зварювання, якщо порівнювати її з іншими методами, наприклад, MIG зварюванням. Вибираючи даний метод зварювання, потрібно обов’язково враховувати перевитрату часу.”
Також варто пам’ятати про те, що суттєвий недолік РДС – нераціональне застосування комплектуючих та їх надмірна витрата. При проведенні зварювання не можна експлуатувати електроди на всі 100%, тому багато разів їх доводиться замінювати.

“Виходить, що в ході роботи використовується лише до 70% електрода, а решта 30% вважаються непридатними до експлуатації. Отже, собівартість такого типу зварювання збільшується.”
Попри те, що РДС входить до числа універсальних методів зварювання, під час роботи з оловом чи цинком можуть виникнути серйозні труднощі. Одна з якостей цих металів – низька температура плавлення, а РДС розрахована на дуже високий коефіцієнт тепло- вкладання.
Ручне дугове зварювання – не найкращий вибір, якщо необхідно працювати з металами, які мають активні хімічні властивості (наприклад, титан або тантал), тому що відбудеться окислення шва.
“Серед недоліків, якими володіє ручне дугове зварювання, варто відзначити ще один. У ході РДС струм проходить по всьому електроду і, якщо сила напруги буде дуже високою, електрод занадто розжариться, внаслідок чого відбудеться руйнування його захисного покриття.”
У зв’язку з цим не можна встановлювати зависокі показники сили струму з метою прискорити процес зварювання. Варто прийняти той факт, що на відміну від інших методів РДС не передбачає високу швидкість роботи.
КЛАСИФІКАЦІЯ РДС

Ручне дугове зварювання – досить простий процес, тому його часто не поділяють на різні класи. При бажанні можна розділити РДС на групи, з урахуванням того, який тип електрода або дуги використовується, або який вид шва в результаті формується.
Але така класифікація не полегшує суть технології РДС, а навпаки, її ускладнює. У зв’язку з цим немає сенсу вникати у типи чи види ручного дугового зварювання, а краще відразу розпочати вивчення її основ.
СПЕЦИФІКАЦІЇ RDS

“Якщо вам зрозумілий принцип РДС з електродами, що плавляться, можна більш детально вивчити безпосередньо сам процес зварювання.”
Важливо розуміти, коли доцільно використовувати цей тип зварювання. Отже, РДС варто використовувати, працюючи з деталями, товщина яких становить не менше ніж 2 і не більше 50 мм.
Що стосується матеріалів, ручне дугове зварювання відмінно підійде для деталей, що складаються з легованої та вуглецевої сталі, а також дрібносерійного виробництва та зварювання окремих металовиробів.
У тій ситуації, коли деталь виробу перевищує 50 мм завтовшки, і таких деталей досить багато, краще використовувати не зварювання ММА, а MAG.
Якщо використовувати РДС для зварювання деталей товщиною менше 2 мм, вони з великою швидкістю почнуть плавитися під час роботи. В результаті можуть з’явитися різні дефекти, та й сам шов не встигне повністю утворитися.
Навіть встановлення мінімального значення струму не гарантує вирішення проблеми. У цих обставинах краще не ризикувати, а вивчити інші технології, які підходять для зварювання тонких металів.
Ми вже уточнювали, що товщина деталей, з якими впорається ручне дугове зварювання, може досягати 5 сантиметрів. Однак оптимально використовувати цей метод зварювання, щоб з’єднати деталі завтовшки від 5 до 20 міліметрів.

Чим більша товщина деталі, тим більш економічно невигідним буде використання технології ручного дугового зварювання.
Проте бувають ситуації, коли необхідно дуже швидко здійснити дрібний дефект і зробити короткий шов. Якщо ви маєте працювати з зовсім невеликою зоною зварювання, немає сенсу витрачатися на дорогі установки, газ, флюс і все інше.
У таких обставинах доречно скористатися ручним дуговим зварюванням ММА, навіть якщо необхідно з’єднати деталі, товщина яких сягає 20 сантиметрів.
Вивчення технології РДС слід починати з принципів становища у просторі. Ми вже вказували, що одна з переваг ручного дугового зварювання – можливість провести її в будь-якому положенні.
Це справді так, але є кілька винятків. Не з усіма типами електродів можна зробити стельовий або вертикальний шов високої складності.
Таке положення призводить до того, що електроди плавляться за малий проміжок часу, і через метал, що стікає, складно правильно зробити шов. Якщо вам належить саме такий вид робіт, зверніть увагу на цей момент.
Таким чином, найефективніший результат вийде, якщо процес зварювання відбувається у нижньому чи горизонтальному положенні. Навіть низькокваліфікований зварювальник може з легкістю здійснити такий тип робіт.
Більше того, при даному зварюванні є можливість вибрати електроди з великим діаметром і встановити більш високу силу струму, що допоможе прискорити процес зварювання. Якщо у вас є можливість заміни стельових швів на нижні – радимо вам віддати перевагу такому вирішенню.
Якщо вам все-таки необхідно зробити стельові шви, і РДС – єдиний доступний метод зварювання, варто вибрати електроди невеликого діаметру. Поставте на зварювальному апараті мінімально можливе значення сили струму.
Працюйте в середньому темпі, не прискорюйтесь, але й не робіть все надто повільно, а також не відхиляйтесь на всі боки.
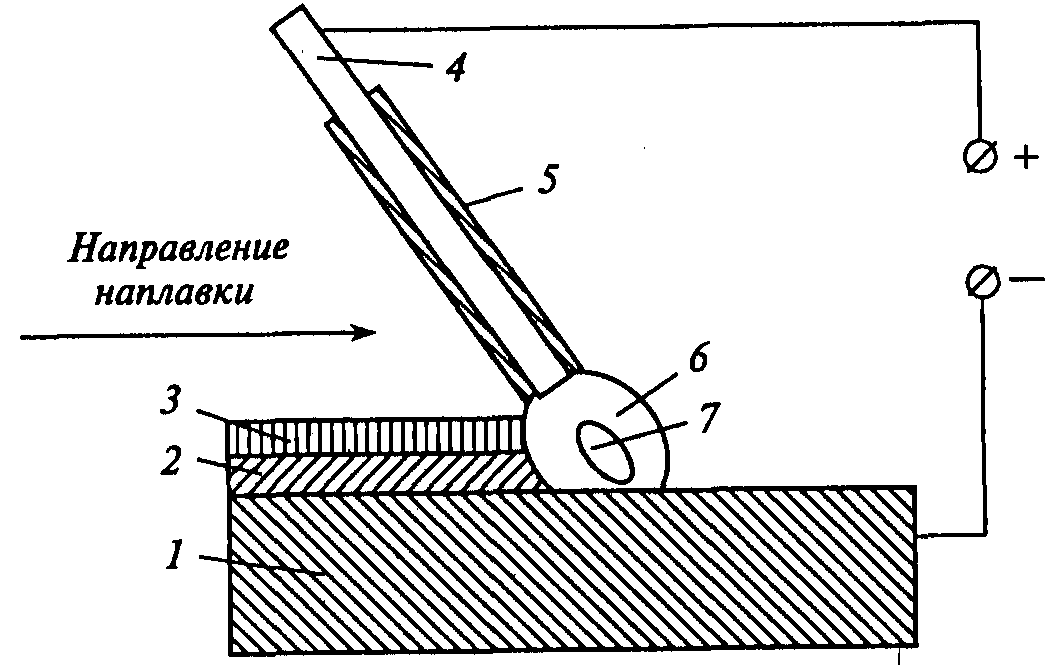
Варто поговорити також про те, якому типу і полярності струму краще віддати перевагу. Від того, який тип електродів ви використовуєте, буде залежати режим дугового зварювання, який може бути постійним або змінним.
Перед використанням електродів обов’язково ознайомтеся з інструкцією до них. Є електроди, розраховані виключно одного типу струму.
Майте на увазі: якщо застосовувати постійний струм, дуга горітиме стабільніше, ніж якщо використовувати змінний. Ця різниця виявляється навіть у тих випадках, коли під час зварювання застосовуються універсальні стрижні, для роботи яких можна використовувати різний рід струму.
Доки ви не отримали великий досвід у зварюванні, варто робити вибір на користь універсальних комплектуючих і проводити експерименти, використовуючи різні налаштування.
На вибір полярності впливає те, якої швидкості плавлення електродів вам необхідно досягти в роботі. Установка зворотної полярності та постійного струму зробить процес плавлення електрода більш тривалим та розміреним.
Це оптимальне рішення. Є типи електродів, здатних добре працювати з різними значеннями полярності.
Якщо використовувати РДС, щоб зварити залізо, кобальт або нікель, можуть виникнути певні складнощі, наприклад магнітне дуття.
При цій проблемі дуга машинально йде убік від частини зварювального шва, в якій метал вже досяг точки плавлення. Це спричинено магнітними властивостями, які мають ці метали. Щоб нейтралізувати цей ефект, радимо використовувати змінний струм.
ВИБІР ЕЛЕКТРОДІВ
Правильно підібрати електроди не менш важливо, ніж дотримуватися технології РДС. Від вибору електродів залежить, наскільки якісним буде майбутній шов.
Вибираючи користь тих чи інших стрижнів, необхідно акцентувати увагу на тому, з яким металом вам необхідно буде працювати. Більшість характеристик електрода вказано з його маркуванні. Важливо навчитися правильно читати.
Показники електродів мають великий вплив на процес РДС. Вони в першу чергу визначаються тим, який тип покриття використовується (часто рутилове або основне). Кожен тип покриття має як свої переваги, і недоліки.
Новачки вважають за краще використовувати електроди з рутиловим покриттям, тому що їх набагато простіше запалювати і працювати з дугою.
Такі електроди представлені у великому асортименті та мають різну цінову політику. Немає сенсу купувати найдорожчі електроди, адже їхній потенціал досить складно розкрити, працюючи вдома, а не на великому виробництві.
Обговорюючи недоліки такого типу покриття, варто зауважити, що в зварюванні спостерігається підвищений рівень водню, і якість шва незначно погіршується.
Разом з цим при зварюванні фактично не відбувається розбризкування металу, а це дуже важливо. Радимо майстрам-початківцям робити вибір на користь електродів марки МР-3. У них доступна ціна плюс такі електроди досить поширені.
“Зварювальники з досвідом найчастіше віддають перевагу електродам з основним покриттям. З ними складніше працювати, тому що дуга важче запалюється, отже, по ходу всієї роботи їй потрібно бути максимально короткою.”
Щоб працювати з такими електродами, потрібний досвід. Але навіть зварювальникам-початківцям не варто відмовлятися від використання таких електродів, адже це дасть вам хороший досвід і допоможе швидше навчитися цьому методу зварювання.
Найголовніша перевага електродів з основним покриттям – можливість отримати шов високої якості. Такі електроди найкраще вибрати, якщо вам доведеться працювати з досить тонким металом.

При виборі електродів варто враховувати показники економічності. Нагадаємо, що РДС – дуже повільний тип зварювання, у зв’язку з чим необхідно розуміти, з якою швидкістю плавитиметься електрод.
Завдяки цій інформації можна з’ясувати, як багато часу та стрижнів у вас піде, щоб сформувати шов.
У продажу є спеціальні електроди з високою продуктивністю, що суттєво прискорює хід роботи. Але найчастіше їх можна використовувати тільки для горизонтальних швів.
Ми вже кілька разів акцентували вашу увагу на тому, що електроди у зварюванні не витрачаються повністю. Допустимо використовувати його на 70%, тобто у вас залишається стрижень розміром близько 5 см. Частина зварювальників з невеликим досвідом побоюються згаяти цей момент і вирішують залишати стрижень з великим запасом, використовуючи його лише наполовину.
В результаті отримуємо перевитрату електродів. Вчиняти так не дуже розумно, адже тоді потрібно частіше перериватись для заміни використаних електродів. В результаті ви втрачаєте час і гроші, крім того, такі маніпуляції впливають на якість виконаної роботи.
ВИСНОВОК
Ручне дугове зварювання – традиційний метод для з’єднання деталей із різних металів, ефективність якого підтверджується роками використання.
“Цей метод зварювання простий в експлуатації, а тому буде зрозумілим навіть тим, хто погано розуміється на самому процесі зварювання.”
Якщо ви бажаєте освоїти цей метод зварювання, радимо ознайомитися з іншими матеріалами по темі, які є на нашому сайті.
“Тут ви знайдете все, що буде корисно: посібники для роботи, навчальні матеріали, а також інструкції з виготовлення саморобних зварювальних апаратів та їх комплектуючих.”
Поділіться своїми знаннями та досвідом у коментарях, це буде дуже корисно для тих, хто тільки навчається майстерності зварювання. Вдалої роботи!