



Ретельне виконання підготовчих робіт, яке зазвичай може займати значну частину робочого часу-найважливіший елемент будь-якого виду трудової діяльності. Зварювання неповоротних стиків труб не є виключенням.
Спершу необхідно очистити елементи, що сполучаються, від фарби, іржі і так далі. Це відбувається шляхом механічної обробки. Різання заготівельного елементу може виконуватися як електроінструментом,так і термічним способом. Заготівлі мають бути об’єднані один з одним. В цілях фіксації елементів накладаються прихватки, які виглядають як легкі зварювальні шви. Їх параметри базуються на величині труб, що сполучаються.
Зварювальна технологія вимагає обов’язково заземлити усі металеві частини зварювального пристрою. Каркас трансформатора, стіл також підлягають заземленню. Покриття дротів і кабелів зварювального апарату має бути ізоляційним.
Існує три напрями, що визначають базисні технології з’єднання металевих частин шляхом заливки проміжків між ними розплавленим металом :
- Горизонтальна;
- Вертикальна;
- Під45-градусним кутом.
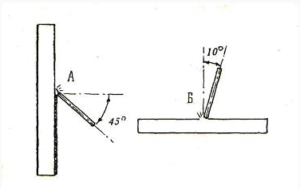
Кут нахилу електроду при зварюванні. А-кут при вертикальному зварюванні; б-кут при горизонтальному зварюванні
Вибір конкретної технології залежить від наступних чинників:
- розміщення труб;
- кута нахилу при зварювальному процесі;
- товщина шару стінки трубопроводу.
Якщо товщина стінки труби досягає12 мм, з’єднання металевих частин здійснюється тришаровим швом. Кожен прошарок не має бути більше4-х мм у висоту, а ширина валика не повинна виходити за межі2-х-З-х діаметрів зварювального електроду.
Зварні стики труб : а-поворотний, би-неповоротний
Зварювання поворотних стиків труб на відміну від неповоротних простіше в здійсненні. Вона дозволяє повернути трубу в потрібному напрямі, коли це необхідно. Це допомагає не допустити створення складних швів ( стельових і вертикальних ).
Методика роботи з горизонтальним стиком
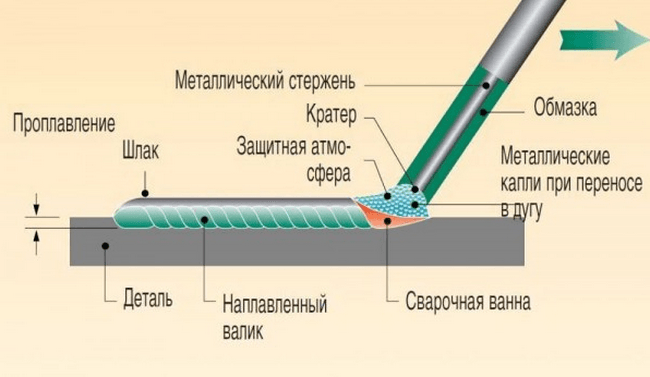
Методика дій з неповоротними стиками трубопроводу в горизонтальному положенні відрізняється тим, що обробляти кромки повністю не обов’язково. Здійснювати ці дії необхідно середнім дуговим зварюванням. Можна зберегти лише несуттєве оброблення в10 градусів. Такі дії забезпечують поліпшення процесу з’єднання металевих частин і збереження їх якості на колишньому рівні. Варити горизонтальні стики трубопроводу краще відособленими неширокими шарами. Першим валиком проварюється корінь шва, при цьому використовуються електроди 4 міліметри в діаметрі. Ліміт сили за законом Ома має бути встановлений в діапазоні від160 до190 А. Електрод отримує рух характерне зворотно-поступальному, тоді як усередині стику повинен з’явитися ниткоподібний валик1-1,5 мм заввишки. Покриття прошарку №1 підлягає ретельній зачистці. Прошарок №2 проробляється так, щоб він закривав попередній прошарок, коли електрод рухається поворотно поступальним чином і коли відбувається його практично непомітне похитування між краями верхньої і нижньої кромок.

Таблиця співвідношення зварювальних струмів залежно від різних показників


Технологія виконання електрозварювання з горизонтальними стиками за наявності більше3-х прошарків має свою особливість: третій прошарок з усіма подальшими виконуються в напрямах, кожен з яких протилежний до попереднього. Труби, що досягають діаметру в200 мм, як правило, підлягають зварюванню суцільними швами. Назад-ступінчастий спосіб характерний для зварювального процесу стиків трубопроводу діаметром більше200 мм. Кожній ділянці рекомендується бути приблизно150-300 мм завдовжки.
Методика роботи з вертикальними стиками трубопроводу без повороту
Процес електрозварювання з вертикальними стиками аналогічний процесу роботи з горизонтальними елементами. Здійснювати його треба коротким дуговим зварюванням. Головна відмінність полягає в необхідності регулярно змінювати кут нахилу електроду, одночасно розглядаючи його відносно периметра шва.
Технологічний процес проведення такого виду зварювання визначається наступними основними блоками:
- “Варити” кореневий шов треба в два проходи. В процесі налагодження другого валика прошарок №1 потрібне проплавлять-цим забезпечується гарантія якості кореневого шва. Величина стінки труби і величина проміжку між складовими частинами, що сполучаються, безпосередньо впливає не лише на темп виконання процесу, але і на величину сили струму.
- Кромки необхідно заповнювати на досить високій швидкості, одночасно положення електроду використовується під “кутом назад” або під кутом90 градусів.
- Замки суміжних шарів здійснюються з урахуванням зрушення на5-10 мм. Довжина “замку” безпосередньо залежить від діаметру трубопроводу.
- Площина отримуваної поверхні з більшого залежить від темпу зварювання, наплавлення лицьового шару здійснюється вузькими валиками.

Послідовність накладення швів при неповоротному зварюванні
Здійснення зварювання трубопроводу під45-градусним кутом
При виконанні такого виду зварювання зварний шов розташовується під певним кутом. Він утворюється тільки при проведенні істотної кількості дій з електродом: зміна напряму зварювання; зміна кута нахилу. У цьому полягає основна особливість цього виду зварювання, що, у свою чергу, вимагає від виконавця певного рівня професіоналізму і універсальних навичок. Ця вимога особливо торкається трубопроводів з високими вимогами до герметичності зварних елементів.
Важливо запам’ятати, що вибір технології зварювання трубопроводу під кутом45 градусів безпосередньо залежить від діаметру зварюваних труб :
- “Варити” газові труби до200 мм діаметром потрібний декількома шарами підряд. З цією метою в процесі роботи трубу плавно провертають у міру заповнення зварювального шва.
- При роботі з іншими видами труб до середніх розмірів в діаметрі, їх коло ділять на4 сегменти і роблять їх послідовне проварювання. Після наплавлення металу перших двох сегментів, трубопровід повертають на підлогу обороту, після чого роботи тривають.
- Коло труби слід розділити на більшу кількість сегментів, якщо роботи ведуться з трубою значного розміру (від50 см). Розмір сегментів має бути від150 до300 мм.