


Використання зварювального напівавтомата у поєднанні з захисним газом – майже завжди виграшний варіант. Завдяки такому комплекту устаткування вам стає доступне якісне і швидке зварювання сталей, алюмінію, міді і інших металів. Але є і особливості, які зварювальник повинен враховувати перед тим, як вибере цей метод зварювання.

Передусім, повний новачок навряд чи зможе виконати роботу якісно. Це пов’язано не лише з відсутністю досвіду, але і з тим фактом, що напівавтомат треба правильно настроїти і вибрати необхідні расходники. Досвідчені майстри говорять: “Щоб настроїти режими зварювання напівавтоматом у середовищу захисних газів треба витратити декілька років на вивчення літератури, Гостів і копітку роботу. Без практики нічого не вийде”.
Ми повністю згодні з цим твердженням. Але не поспішаємо скидати з рахунків початкуючих зварювальників. Спеціально для них ми підготували коротку статтю, яка допоможе розібрати з режимами зварювання і почати застосовувати отриману інформацію на практиці. При складанні цієї статті ми керувалися не лише власним досвідом, але і довідковою літературою.
Основні параметри
Щоб правильно підібрати режими напівавтоматичною зварювання треба чітко розуміти, з чого складаються ці режими. Далі ми перерахуємо основні параметри режимів зварювання, знаючи які ви зможете правильно вибрати налаштування напівавтомата.
Діаметр і марка дроту
Розпочнемо з діаметру дроту. Він може коливатися в межах від0.5 до3 міліметрів. Зазвичай, діаметр дроту підбирається виходячи з товщини зварюваного металу. Але у будь-якому випадку у кожного діаметру є свої характерні ознаки. Наприклад, при роботі з дротом малого діаметру майстра відмічають стійкіше горіння дуги і менший коефіцієнт розбризкування металу. А при роботі з дротом більшого діаметру завжди вимагається збільшувати силу струму.
Не варто забувати і про марку вживаного дроту. А точніше, металі, з якого дріт виготовлений і які речовини входять до її складу. Наприклад, для зварювання низьковуглецевої або низьколегованої сталі рекомендується використати дріт з розкислювачами, а в складі має бути присутнім марганець і кремній.

Але, справедливості ради, в середовищі захисного газу частенько або леговану, або високолеговану сталь. У таких випадках використовують дріт, виготовлений з того ж металу, що і деталь, яку треба зварити. Зверніть увагу на вибір дроту, адже при неправильному виборі шов може вийти пористим і крихким.
Читайте також: Технологія зварювання сталей
Сила, полярність і рід зварювального струму
Окрім вибору комплектуючих нам також треба настроїти сам напівавтомат. У типовому напівавтоматі навіть найнижчого цінового сегменту ви зможете настроїти силу, полярність і рід зварювального струму. У кожного параметра також є свої особливості. Наприклад, якщо збільшити силу струму, то глибина провару збільшитися. Силу струму встановлюють, спираючись на діаметр електроду і особливості металу, з яким збираються працювати.
Тепер про полярність і рід струму. Загальноприйнято виконувати напівавтоматичне зварювання в середовищі захисного газу, встановивши постійний струм і зворотну полярність. Змінний рід струму або пряма полярність застосовуються дуже рідко, оскільки такі налаштування не забезпечують стійке горіння дуги і сприяють погіршенню якості зварного з’єднання. Але є виключення з правил. Так змінний струм показаний при зварюванні алюмінію , наприклад.

Також багато новачків забувають про такий параметр, як напругу зварювальної дуги. А в той же час саме напруга дуги впливає на глибину провару металу і розмір зварювального з’єднання. Не варто встановлювати занадто велику напругу, інакше метал почнемо розбризкуватися, в шві утворюються пори, а газ не зможе в належній мірі захистити зварювальну зону. Щоб правильно настроїти напругу дуги орієнтуйтеся на силу зварювального струму.
Швидкість подання дроту
Як ви знаєте, в напівавтоматичному зварюванні дріт подається за допомогою спеціального механізму. Він працює дуже точно, тому необхідно заздалегідь встановити оптимальну швидкість подання присадного дроту, щоб вона вчасно плавилася і сприяла
формуванню якісного шва. Настроюйте швидкість з урахуванням сили струму. У ідеалі дріт повинен подаватися так, щоб дуга зберігала свою стійкість, а шов формувався поступово.
Швидкість зварювання
Не менш важлива і швидкість зварювання. Від неї багато в чому залежать фізичні розміри шва. Швидкість регулюється Гостами, але її можна вибрати і на власний розсуд, спираючись на особливості металу і його товщину. Врахуйте, що товстий метал треба варити швидше, а шов має бути вузьким. Але не варто занадто поспішати, інакше електрод може просто вийти із зони захисного газу і окислюватися під впливом кисню. Ну а занадто повільна швидкість сприяє формуванню неміцного пористого шва.
Нахил електроду
І останній важливий параметр, а саме кут нахилу електроду при зварюванні. Найбільш часта помилка у новачків-тримати електрод так, як фізично зручно. Це грубе порушення. Адже кут нахилу електроду безпосередньо впливає на те, яка буде глибина провару і наскільки якісним вийде шов зрештою.
Існує два типи нахилу : кутом назад і кутом вперед. У кожного положення є свої достоїнства і недоліки. При зварюванні кутом вперед зона зварювання видно гірше, зате краще видно кромки. Також глибина провару менша. А при зварюванні кутом назад навпаки зона зварювання видно набагато краще, але глибина провару збільшується.
Ми рекомендуємо варити кутом вперед тільки тонкий метал , оскільки це положення найбільш вдале. А ось кутом назад можна варити метали будь-якої іншої товщини.
Таблиці
Так, досвідчені майстри з ходу здатні підібрати правильний режим зварювання, оскільки їх досвід і знання дозволяють. Але що робити новачкам? Їм допоможе спеціальна таблиця для налаштування режиму. Точніше, таблиці, для кожного типу зварювання. Але не варто зловживати готовими налаштуваннями, експериментуйте і не бійтеся застосовувати на практиці свій досвід.
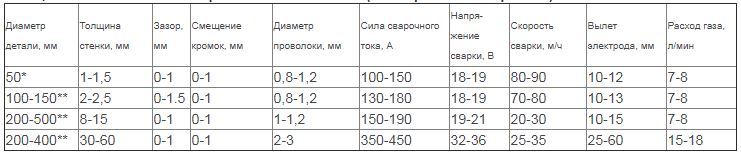
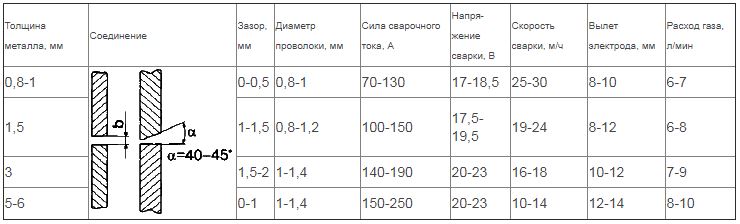
Таблиця №1. Рекомендовані налаштування для формування стикового шва в нижньому просторовому положенні і зварювання низьковуглецевої і низьколегованої сталі в середовищі захисного газу (вуглекислого газу, суміші вуглекислоти з киснем, а також суміші аргону з вуглекислим газом) струмом зворотної полярності.
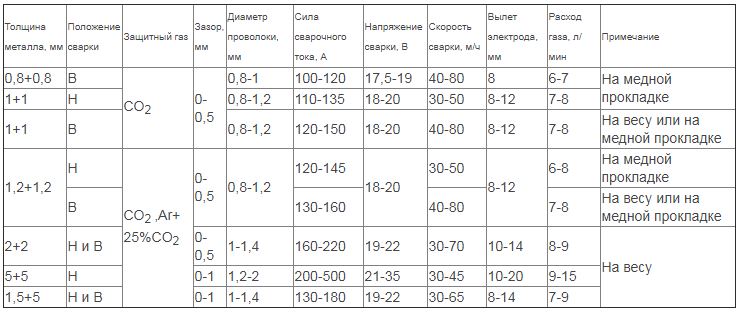
Таблиця №2. Рекомендовані налаштування для формування поворотно-стикових з’єднань із застосуванням вуглекислоти, суміші аргону з вуглекислотою і аргону з вуглекислотою і киснем, струм зворотної полярності.
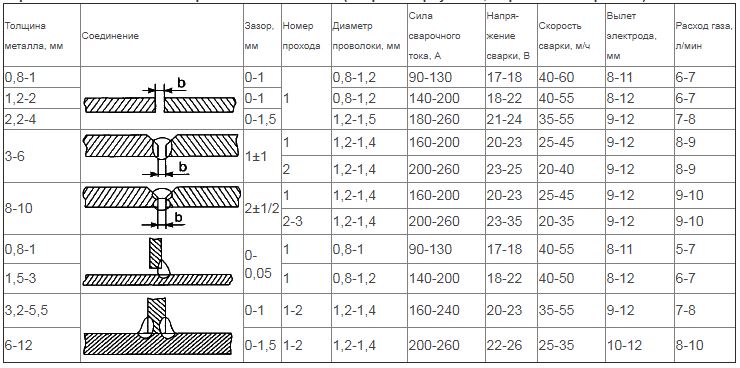
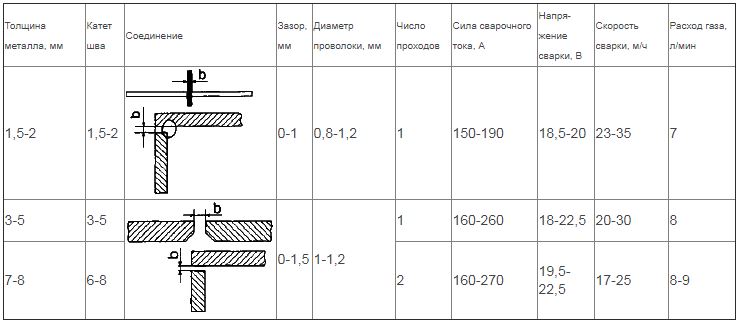
Таблиця №3. Рекомендовані налаштування для формування нахлесточного шва із струмом зворотної полярності, із застосуванням вуглекислого газу або суміші вуглекислоти з аргоном.
Таблиця №4. Рекомендовані налаштування для зварювання вуглецевої сталі, просторове положення вертикальне, застосовується зворотна полярність , а також вуглекислий газ або суміш вуглекислоти з аргоном.
Таблиця №5. Рекомендовані налаштування для формування горизонтального з’єднання на зворотній полярності, з використанням вуглекислого захисного газу.
Таблиця №6. Рекомендовані налаштування для формування стельових швів на зворотній полярності із застосуванням вуглекислого газу.
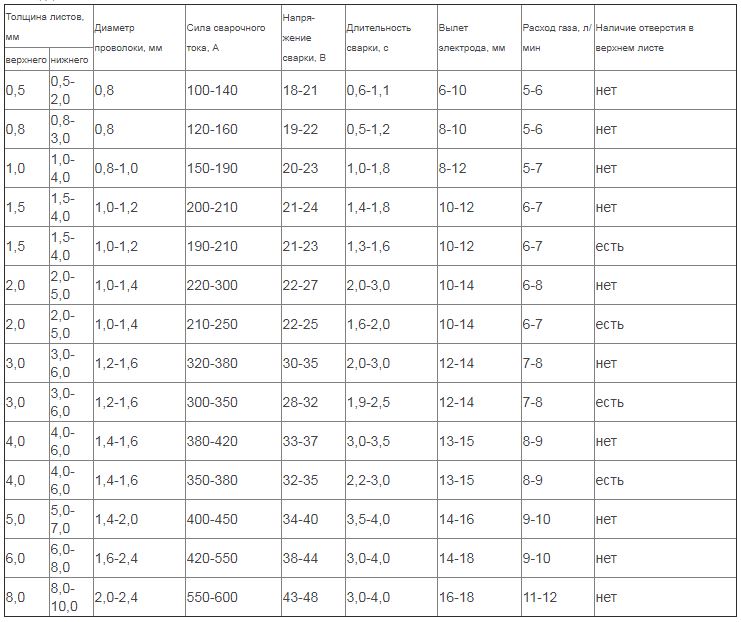
Таблиця №7. Рекомендовані режими зварювання у вуглекислому газі методом “точка”, робота з вуглецевою сталлю.
Висновок
Звичайно, ми багато тем не зачепили. Наприклад, ми не розповіли, як оптимальне робоче тиск вуглекислоти при зварюванню напівавтоматом, як робити розрахунок режиму зварювання у вуглекислому газі (чи будь-кому другом захисному газі). Це лише короткий екскурс в тему вибору режиму зварювання. На нашому сайті ви знайдете багато корисного матеріалу про напівавтоматичне зварювання і не лише , обов’язково прочитайте, щоб краще розбиратися в темі. І не забувайте практикуватися, адже без практики теорія втрачають свою силу. Бажаємо удачі в роботі!