


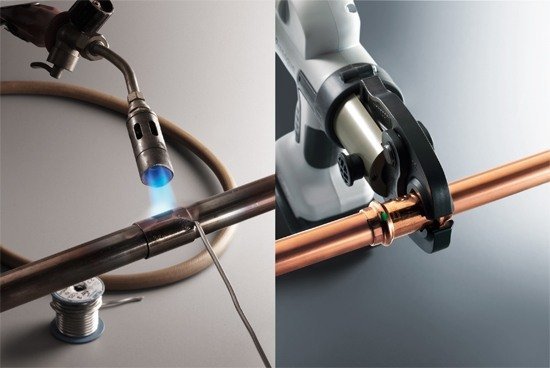
Сьогодні мідні вироби (в т.ч. труби) з’єднують у різний спосіб. Кожен метод з’єднання призначений для особливих умов та відрізняється між собою. Щодо труб це відбувається такими способами:
- фітінгами;
- індукційний;
- капілярний.
Зараз ми розповімо, як своїми руками успішно виконувати паяння труб із міді.
Варіанти з’єднання мідних виробів

Найпоширеніший і найпростіший – це метод з’єднання труб з міді за допомогою фітингів. Його можна виконувати без особливих навичок та спеціальних інструментів. Але тут є певний нюанс, при якому виконання з’єднань за допомогою фітингів можливе лише на різьбових трубах.
А якщо у нас є необхідність у поєднанні гладких труб з міді? Багато хто підкаже, що вихід є, можна з’єднати труби за допомогою фена. Так, це можливо, якщо такий фен має достатню потужність, але тут з’являється ймовірність перегрівання труби з міді, тому ми й не рекомендують такий спосіб паяння.
Другий метод менш поширений для домашніх умов, тому не будемо його докладно описувати, а пропонуємо ознайомитися з ним, вивчивши відеоконтент. Третій метод – це капілярне з’єднання мідних виробів з варіантами паяння за високої та низької температури. Для цього необхідно мати інструменти та комплектуючі мідних виробів. Два варіанти капілярного ми і розглядатимемо у цій статті.
Варіант паяння за високої температури

Найпопулярнішим зварюванням труб з міді є варіант капілярного паяння. Він проводиться при високій температурі, починаючи від +400°C, з використанням звичайного котушкового припою, у складі якого є тугоплавкі метали, навіть припій з міді. В цьому випадку шов буде за надійністю з гарною якістю. Таке з’єднання мідних виробів називають твердим.
Процес паяння з використанням припою з тугоплавкими металами проводиться нагріванням понад +700°C. Обов’язковою умовою виступає плавлення припою, яке не повинно плавитися від виробу, що зварюється, а саме плавиться від полум’я самого газового пальника. Виправданням цього процесу є ситуація, коли необхідно зварити виріб де проходитимуть високотемпературні речовини (це можуть бути як газоподібні речовини, так і рідина).

Варіант паяння за низької температури
Капілярне зварювання мідних виробів низькотемпературного плавлення виконується також, де деталі з’єднуються при температурі до +400°C з використанням припою, у складі якого є метали з легкою температурою плавлення. Тобто. припій буде не твердий, а м’який і легко плавиться. Для припою може бути використаний такий метал як олово. Також можливе використання і свинець.
Таке з’єднання мідних виробів називають м’яким. При м’якому з’єднанні припій плавиться від температури труби. Тому такий варіант паяння вважають безпечним, оскільки ймовірність нижча для опіку. Використовуючи цей метод через його безпеку, особливо підійде для малодосвідченого фахівця. Такі з’єднання переважно застосовують до малих деталей у вигляді труб невеликого діаметру.

Набір для паяння
Природно, наявністю самих тру ми не обмежимося і нам потрібен набір з деяких інструментів. При цьому всі комплектуючі не специфічні і не дорогі, а цілком звичайні. Для захисту деталей, вам необхідно придбати спеціальну пасту та пензлик для зручності її нанесення.
Зупинившись на вибраному методі, за допомогою якого буде здійснено пайку, потрібен відповідний припій. Особливу увагу при виборі припою потрібно приділити, щоб у складі не було свинцю. Якщо вибране м’яке зварювання, підбирають припій зі свинцем та оловом, можлива присутність у припої вісмуту та срібла. Як правило, припій продається без позначення призначення та має стандартне значення діаметра – 3 мм.
Нижче наведемо список необхідних інструментів, які забезпечать швидке виконання робіт:
- Верстат для різання труб відповідної якості або труборіз. Слід приділити достатньо уваги його якості, інакше ризикуєте пошкодити кромки труб. Пристрій дозволить значно прискорити нарізку.
- Пристрій зняття зовнішніх задирок. Для зачистки труб зсередини слід мати і спеціальну для цього щітку.
- Розширювач труб також входить до списку необхідних інструментів.
- Пальник з вузькоспрямованим полум’ям. Один із найважливіших інструментів, приділіть його вибору особливу увагу.
Якщо неможливо працювати полум’ям газового пальника, але є фінансова можливість замінити його, тоді вам необхідно придбати якісний електропаяльник, який живиться від стандартної мережі 220 вольт.
Великим плюсом є те, що такий паяльник дозволяє працювати з різним припоєм.
Однак, замінюючи інші інструменти, сам паяльник коштує чималих грошей. Це той момент, коли фінанси вирішують можливість застосування такого інструменту.
Технологія, якої дотримуються під час паяння:
- Відрізаємо труби розміром. Для цього вдаються до використання труборізу.
- Видаляємо зовні задирки. Вони можуть виникати на торцях труб після попередньої операції різання.
- Зачищаємо всередині задирки. Для цього використовуємо спеціальну щітку, яка має довгу ручку та полегшує зачистку.
- Знежирюємо розчинником (на основі ацетону) стики.
- Розширюємо одну із труб. Для цього з наявного інструменту вибираємо розширювач. Загалом без цієї операції неможливе подальше з’єднання.
- Перевіряємо вільність невеликого зазору. Він повинен бути не надто великим, труби повинні стикуватися з невеликим зусиллям.
- Нанесення флюсу. Потрібно забезпечити рівномірне нанесення на поверхні, для цього стане в нагоді кисть. Не варто завдавати занадто багато флюсу, тому що згодом залишиться занадто багато його надлишків.
Використання мідних фітингів дає вам можливість з’єднати труби відразу між собою. Для цього необхідно провертати деталі довкола до упору, що дозволить рівномірно розподілити флюс.
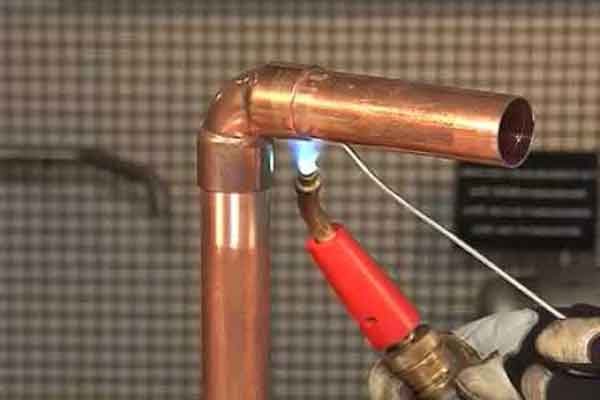
При виконанні м’якого паяння, включаємо газовий пальник, підводимо його полум’я до краю стику труб і починаємо рівномірно розігрівати, рухаючи газовий пальник ліворуч і праворуч. Потім притуляємо припій до труб і розплавляємо його.
Після розплавлення припою відводимо газовий пальник убік і бачимо, як метал заповнив зазор. Для цього не треба навмисно гріти припій, який сам повинен розплавитись під дією температури розігрітої труби. Коли припій розплавився, зварному стику потрібне природне охолодження. Для цього готової деталі дають остигнути без використання будь-якого додаткового охолодження.
Виконуючи тверду пайку принцип виконання роботи такий самий, але слід уникати перегріву. Працюємо дуже швидко, але при цьому прогрівання виконуємо рівномірно.
Форсаж пальника повинен бути невисоким, трохи вищий за середній.
Газовий пальник швидко переміщаємо однаково, як при м’якій пайці, ліворуч і праворуч. Бажано використовувати термометр дистанційного вимірювання для відстеження нагрівання труб понад +700°C. А якщо немає такого приладу, то контролюємо колір, який повинен буде змінитись у бордовий, після чого подаємо на стик припій. Для прискорення процесу попередньо припій підігріваємо.
У новачка виходитиме не відразу, але надалі робота буде виконуватися швидко. При твердій пайці і зварному стику необхідно дати природно охолонути. При цьому виконувати вимоги безпеки, а саме не торкатися деталей, щоб уникнути опіків. Після остигання конструкції, якщо видно залишки флюсу, їх потрібно прибрати. У відео корисні поради. Подивіться!
Висновки
З’єднувати труби з міді, варіантами твердого та м’якого паяння – це не така вже складна робота і не вимагає спеціальної зварювальної освіти. Прокоментуйте свій досвід. Доброї вам роботи!