


Початкуючі зварювальники часто ставлять питання: “Навіщо взагалі потрібні інші комплектуючі, якщо є напівавтомат, що виконує швидке і якісне зварювання за допомогою звичайного дроту і газу “?. Так, для любительського і професійного зварювання часто використовують напівавтоматичне зварювальне устаткування. У таких апаратах дріт подається безперервно, тому шви виходять міцними і довговічними. Немає необхідності постійно міняти електрод, якщо треба зварити довгий шов або наплавити багато металу. При цьому якість зварювальних робіт на голову вища, ніж робота з електродами. Проте, є одне “але”.

Зварювання за допомогою напівавтомата вимагає наявності газового балона, вага якого досягає80 кілограм. Якщо ви працюєте на вулиці або вимушені постійно переміщатися з місця на місце під час зварювання, то зв’язка напівавтомат + газовий балон значно ускладнює завдання. Ця проблема вирішується за допомогою газового шланга, але він коштує недешево. Альтернативою є порошкове зварювання (FCAW), що імітує роботу в середовищі захисних газів, при цьому газовий балон не потрібно.
Що це? Як це працює, і які переваги і недоліки зварювання порошковими електродами ? Давайте розбиратися.
Основна інформація
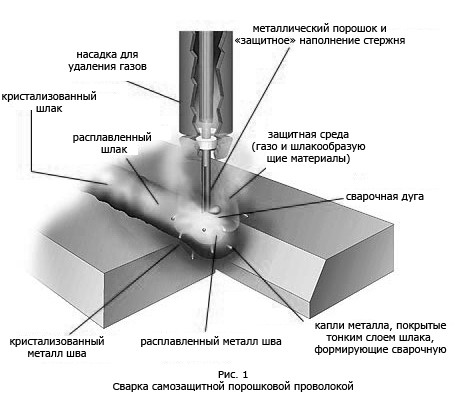
Зварювання порошковою дротом у середовищу без газу-дуже цікавий метод. При роботі електрична дуга формує шов, при цьому в зварювальну зону може потрапити кисень, що негативно позначиться на якості зварного з’єднання. Щоб уникнути проблем, треба захистити зону зварювання від негативного впливу з атмосфери. Для цих цілей можна використати громіздкий балон з газом, але це ускладнює і уповільнює робочий процес. Тому було винайдено зварювання напівавтоматом порошковим дротом без газів.
Що являється відмітним ознакою дуговий зварювання порошковою проволкой? Передусім, склад цього матеріалу. Дріт порожнистий, її стінки оснащені ребрами жорсткості, а усередині закладається спеціальний порошок. Завдяки такій унікальній конструкції дріт не мнеться і добре пропускає струм. При цьому плавиться поверхня і порошок, утворюючи газову хмару, що захищає метал від негативного впливу кисню.
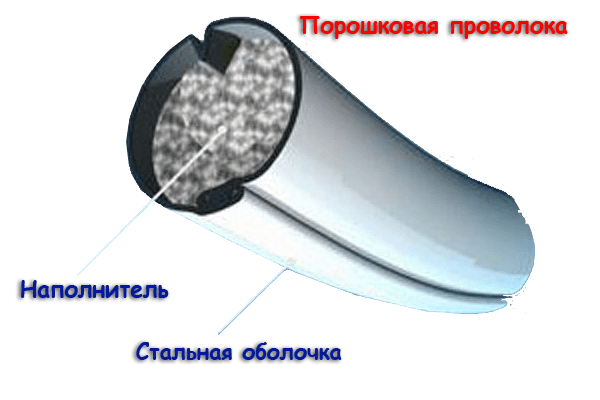
Порошок усередині дроту-це флюс. Кожен виробник використовує свій склад, тому він може відрізнятися. Від складу також залежить сфера застосування порошкового дроту. Зазвичай склад пишуть на упаковці дроту, він регулюється спеціальним Гостом. Уважно вивчите цю інформацію на упаковці, щоб не допустити помилок при зварюванні порошковим дротом.
Виробники випускають дріт з великою кількістю діаметрів, так що ви зможете зварити практично будь-який метал. На вибір комплектуючі діаметрів від0.8 до3 міліметрів. Можна зварити тонку сталь, вуглецеву сталь, нержавіючу сталь і навіть оцинковування. Просто виберіть правильний тип флюсу в дроті і приступайте до роботи, потрібний лише напівавтомат.
Застосування
Зварювання самозахисним порошковим дротом корисне для роботи у важкодоступних місцях. Наприклад, для зварювання на великій висоті або в глибоких тунелях. Для таких цілей рекомендуємо придбати компактний зварювальний апарат, який можна повісити на плече, і який працює із стандартною розеткою в220В. Порошкове зварювання металевих конструкцій таким методом вимагає деякої вправності, щоб проводити роботи швидко і якісно.
Плюси і мінуси
- Не треба використати громіздкі балони з газом.
- Безперешкодне переміщення, працювати можна на будь-якій висоті і у важкодоступних місцях.
- Висока продуктивність праці в порівнянні із зварюванням електродами .
- Дуга практично не чутлива до вітру.
Зварювання порошковою дротом у середовищу без газу має і свої недоліки. Головний з них-висока ціна на комплектуючі. Якщо ви просто хочете заощадити газ, то варіант з порошковим дротом тут не пройде. При цьому її використання в рядових роботах не зовсім виправдано. Якщо ви працюєте в комфортному цеху або гаражі, то краще перетягніть газовий балон і не переплачуйте. Ще один недолік-гірша якість шва, в порівнянні із зварюванням в середовищі газу.
Особливості зварювання
При зварюванні порошковим дротом треба врахувати декілька ключових особливостей, щоб отримати якісний результат. Новачкам іноді буває важко вести дугу і формувати рівний шов, тому рекомендує встановити на своєму напівавтоматі пряму полярність при зварюванні. Щоб це зробити треба перемкнути контакти, розташовані усередині напівавтомата. Дріт, приєднаний до пальника, треба від’єднати і підключити до маси, а кабель з маси перемикають до пальника.
Для роботи з дротом також треба встановити спеціальні ролики, за допомогою яких здійснюється подання матеріалу. Ролики підбираються відповідно до діаметром самого дроту. Зазвичай один комплект роликів можна використати відразу з декількома діаметрами, вони вказуються збоку. Не забувайте, що дріт порожнистий і не треба затискати ролики занадто сильно, щоб не деформувати її. Щоб дріт легко простягався треба зняти наконечник. Також не обов’язково використати сопло, адже ми не застосовуємо в роботі газ. Щоб не прилипнули бризки металу на наконечник треба змастити його спеціальним засобом, який можна легко знайти в магазині для зварювальників.
Порошкове зварювання за допомогою дроту повинне виконуватися на невеликій напрузі і з мінімальною швидкістю подання дроту. Тому ми не рекомендуємо використати для цих цілей занадто потужні апарати. Їх “сил” може бути надто багато для роботи з порошковим дротом. Якщо вам треба зварити метал завтовшки півтора сантиметри, то встановите напругу не більше15В і швидкість подання не більше2 метрів в хвилину. Спочатку вам може здатися, що ця швидкість недостатня, але повірте, ви не втратите багато часу. Пальник краще тримати під кутом і вести її вперед. Дуга має бути переривчастою.
Зверніть увагу! Під час зварювання утворюється шлак, який потім застигає на зварювальному шві. Після охолодження металу шлак необхідно видалити механічним способом. Якщо плануються багатопрохідні шви, то видалення шлаку просто обов’язкове. Щоб поліпшити характеристики шва після видалення шлаку треба зачистити поверхню металевою щіткою.
Важливим є той факт, що з’єднання виходять грубуватими і не зовсім рівними (в порівнянні із зварюванням в середовищі газу), можуть утворитися напливи і видимі дефекти, схожі на луску. Цей наслідок роботи з переривчастою дугою. Також часто зустрічаються не проварені місця. Це треба прийняти, як даність, і використати порошкове зварювання тільки в особливих випадках.
Висновок
Зварювання напівавтоматом порошковою дротом без газу-це відмінний метод, якщо треба зробити роботи у важкодоступних місцях і немає нужди економити на газі. Досить встановити пряму полярність при зварюванні на вашому апараті і приступити до роботи. Звичайно, вам знадобиться час, щоб звикнути до такого способу зварювання, але це дуже корисний досвід.
Переваги такого методу значно спрощують зварювання в різних ситуаціях: починаючи від роботи на висоті, закінчуючи швидким ремонтом металевих конструкцією з необхідністю постійно переміщатися. Новачкам може бути важчий на першому етапі, але з часом ви освоїтеся і відчуватимете усі особливості “поведінки” дуги. Обов’язково протестуйте порошкові електроди і розкажіть про свій досвід в коментарях. Також ділитеся цією статтею в соціальних мережах. Бажаємо удачі!