


Напівавтоматична зварювання у середовищу захисних газів (вона ж MIG/MAG зварювання)-один з найпоширеніших методів з’єднання металів. Із застосуванням напівавтомата і захисного газу можна зварити деталі з будь-яких металів, при цьому працювати можна і на вулиці, і в цеху.

У цій статті ми детально розповімо, яка технологія напівавтоматичного зварювання, яке устаткування і комплектуючі використовуються. Ця стаття-своєрідна інструкція для початківців. Після прочитання ви знатимете усі основи і зможете приступити до зварювання.
Загальна інформація
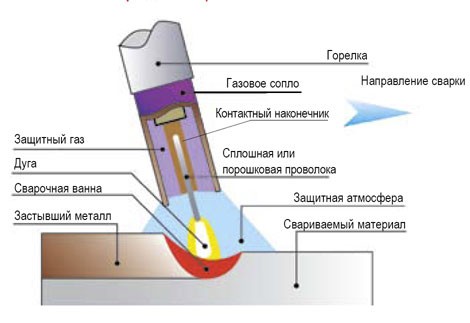
Технологія напівавтоматичною зварювання украй проста. У роботі частенько використовується плавкий дріт і захисний газ. В якості газу використовують аргон, вуглекислоту або гелій, а іноді і суміші цих газів. Зварювання виконується із застосуванням напівавтомата, на нім встановлюється постійний або імпульсний струм. Під час зварювання плавиться і дріт, і сам метал. Вони змішуються і утворюють єдиний шов. Газ виконує захисну функцію. Він подається в зварювальну зону за допомогою пальника і захищає шов від окислення і утворення дефектів.
Також існує зварювання неплавким електродом у середовищі інертного газу, але вона застосовується рідко, тому не загострюватимемо на ній увагу. А ось про що варто розповісти детальніше, так це про сферу застосування такої зварювальної технології. MIG/MAG зварювання може застосовуватися не лише на суші, але і під водою, що істотно збільшує можливості зварювальника.
Читайте також: Підводне зварювання
Вживане устаткування
Напівавтоматична зварювання у середовищу захисних газів припускає використання не лише напівавтомата, але і джерела струму. В якості джерела можна використати звичайну побутову розетку, якщо напруги вистачає, і воно безперебійне. Також для повноцінної роботи вам треба працювати з механізмом, який подаватиме дріт, а також вибрати змінні деталі. Далі ми детально усе розповімо.
Зварювальний напівавтомат
Зварювання в захисних газах виконується за допомогою напівавтомата. Напівавтоматом називають як окремий зварювальний апарат, так і комплекс усього устаткування, у тому числі балона з газом. Робота може виконуватися на спеціальному зварювальному посту, верстаті або без поста. Нижче зображений стандартний комплект зварювального устаткування для MIG/MAG зварювання.
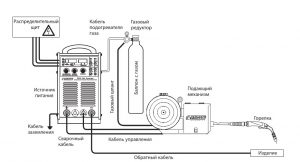
Стандартний зварювальний напівавтомат для роботи з плавким електродом в захисних газах складається з джерела струму, механізму подання дроту, пальника, кабелів, вбудованого управління, системи подання газу, системи охолодження.
Зварювальний апарат напівавтомат може мати різне призначення. Напевно ви помітили, що в ході статті ми згадували терміни MIG і MAG. Цими термінами позначається тип зварювання. MAG-зварювання в середовищі активних газів. MIG – зварювання в середовищі інертних газів. Відповідно, апаратом MIG ви не зможете виконати MAG зварювання, і навпаки.
Для більшої універсальності можна придбати напівавтомат, здатний працювати і в MIG, і в MAG режимі. Так ваші можливості будуть набагато ширші. Є ще FCAW зварювання із застосуванням порошкового дроту. Порошковий дріт-це порожниста трубочка, усередині якої містяться флюси. Такий дріт використовують без захисного газу, так що на цьому не зупинятимемося.
Системи подання дроту
Вище ми згадували, що при зварюванні напівавтоматом дріт подається за допомогою спеціального механізму. Він може працювати по трьох принципах: що штовхає, тянуще-толкающем і тягне. Найпопулярніша система подання дроту-штовхає, вона сама недорога і зустрічається у більшості бюджетних напівавтоматів.
Головний недолік-обмежена кількість метрів газового шланга, який можна використати. А саме,5 метрів в довжину. Якщо в напівавтоматі використовується інша система подання дроту, то можна використати шланг завдовжки від10 метрів і більше. Також можна використати товщий дріт, але треба враховувати, що такий механізм важитиме набагато більше.
Також звернете увагу на регулювання швидкості подання дроту у вибраній вами моделі. Новачкам рекомендуємо вибирати механізми з автоматичним регулюванням швидкості подання, так ви позбавитеся від зайвого головного болю. Ну а професіонали частенько вибирають механізми з ручним регулюванням, оскільки їх досвід дозволяє встановлювати індивідуальні налаштування для кожного типу робіт. Самі механізми подання можуть бути вбудованими в напівавтомат, а можуть бути переносними. У переносних значно більше можливостей, але вони громіздкі і не дозволяють варити у важкодоступних місцях.
Змінні деталі
У напівавтомата є додаткові змінні деталі, за якими треба періодично стежити. До таких деталей відноситься струмознімальний наконечник і сопло. Стежте, щоб ці деталі були в справному стані, оскільки від них багато в чому залежить стабільність горіння дуги. Рекомендуємо відразу придбати якісні змінні деталі, щоб вони не підвели вас в самий непідходящий момент.
Вживані комплектуючі
Зварювання напівавтоматом з газом припускає використання дроту і, звичайно, захисного газу. Нижче ви можете бачити таблицю з використовуваними типами газів.
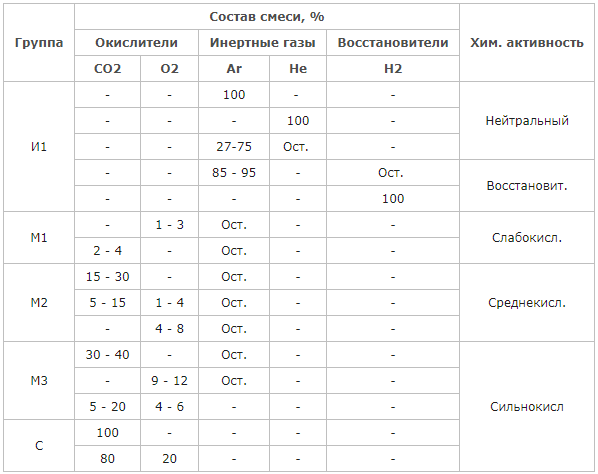
Якщо ви уважно вивчите таблицю, то виявите, що застосовуються найрізноманітніші гази: і активні, і інертні, і суміші газів, у тому числі активних з інертними. Газ, який не рекомендується застосовувати при напівавтоматичному зварюванні,-водень. При його використанні метал сильно розбризкується і шов виходить неякісним.
Тепер про дроти. Є окремий ГОСТ №2246-70, згідно з яким допускається використання75 марок зварювального дроту. Ви самі розумієте, що при такій різноманітності важко давати якісь загальні рекомендації по правильному вибору дроту. Скажемо лише одне: орієнтуйтеся на марку деталі, яку збираєтеся варити. І виходячи з цього підбирайте марку дроту.
Особливості зварювання в середовищі вуглекислого газу
Оскільки у рамках однієї статті ми не зможемо розповісти про особливості напівавтоматичного зварювання в середовищі усіх захисних газів, ми вирішили розповісти тільки про зварювання у вуглекислоті. Це популярна і ефективна технологія зварювання, так що запам’ятаєте (а краще запишіть) усе, що прочитаєте нижче.
Вибір зварювального дроту
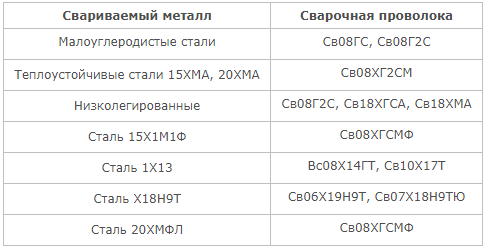
Вибір зварювального дроту при зварюванні у вуглекислоті-справа непроста. Річ у тому, що при зварюванні у вуглекислоті сталеві деталі з низьким вмістом вуглецю сильно окислюються. Щоб цього уникнути треба використати дріт, у складі якого є присутнім марганець і кремній. А якщо треба зварити леговані стали, то використайте спеціальні дроти. Нижче ви можете бачити рекомендовані марки дроту для зварювання низьковуглецевих і легованих сталей.
Підготовка металу
Щоб шов вийшов якісним треба ретельно підготувати метал перед зварюванням. Для цього очистите кромки від корозії, бруду, фарби або слідів олії. Якщо забруднення несуттєві, то для їх усунення можна використати дрантя. Якщо забруднення в’їдаються, то використайте металеву щітку. Не забувайте знежирювати метал. В деяких випадках можна удатися до того, що труїть.
Вибір режиму зварювання
Від правильного вибору режиму зварювання багато в чому залежить якість готового зварного з’єднання. Тому до вибору режиму треба підійти з усією відповідальністю. Режимом зварювання називають комплекс різних налаштувань, які ви можете встановити на своєму напівавтоматі.
При зварюванні напівавтоматом в середовищі вуглекислого газу цей комплекс налаштувань складається з роду струму, його полярності, діаметру дроту, сили зварювального струму, напруги дуги, швидкості подання дроту, вильоту дроту. Давайте детальніше зупинимося на кожному параметрі.
Читайте також: Як варити напівавтоматом в середовищі вуглекислого газу
Розпочнемо з роду струму і його полярності. Зазвичай використовують постійний струм зворотної полярності. Якщо встановити пряму полярність дуга горітиме нестабільно. Якщо ви хочете використати не постійний, а змінний струм, то треба додатково додати в ланцюг осцилятор.
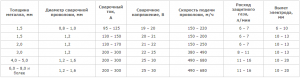
Діаметр дроту вибирається виходячи з товщини зварюваного металу. Тут усе просто. Чим тонше метал, тим тонше дріт. А ось силу зварювального струму треба встановлювати виходячи з діаметру дроту. Головне зрозуміти основний принцип: чим більше сила зварювального струму, тим більше глибина провару і вище швидкість зварювання. Нижче ви можете бачити таблицю з основними режимами зварювання. Використайте цю шпаргалку перший час, а потім вчитеся самі підбирати оптимальний режим.
Що стосується напруги дуги, то цей параметр залежить від довжини цієї самої дуги. Напругу встановлюють виходячи з сили зварювального струму. Тут теж досить зрозуміти основний принцип, щоб навчитися настроювати напругу. Найголовніше правило: чим більше напруга, тим менше глибина провару і більше ширина шва. Цієї інформації вже вистачає для того, щоб досвідченим шляхом з’ясувати оптимальну напругу дуги.
Швидкість подання дроту підбирається досвідченим шляхом. Важливо, щоб дуга горіла стабільно і при цьому дріт рівномірно плавився. Новачкам рекомендуємо використати механізми з автоматичним регулюванням швидкості подання дроту.
І останній параметр режиму зварювання-виліт дроту. Він теж визначається досвідченим шляхом і приходить з досвідом. Тут важливо, щоб виліт не був занадто великим або занадто маленьким. Якщо виліт буде занадто великий, дуга горітиме нестабільно і якість шва погіршає. А якщо виліт буде занадто маленьким, то ви просто не зможете спостерігати за процесом зварювання.
Витрата газу
Під час зварювання важливо стежити за витратою вуглекислого газу. Якщо ви варите у себе в гаражі, то це робити не обов’язково. А ось якщо ви зварювальник на виробництві, то просто зобов’язані стежити за витратою. Щоб визначити витрату треба врахувати силу струму, тип зварного шва і виліт зварювального дроту. Темі витрати вуглекислоти ми присвятили окрему статтю, обов’язково прочитайте її.