


Електроди при електрозварюванні часто липнуть до металу, особливо ця проблема поширена серед початкуючих зварювальників. Коли електрод липне до зварюваної поверхні, то його практично неможливо оперативно видалити, що призводить до безлічі проблем і може закінчиться перевантаженням побутових електромереж. У цій статті ми розповімо, чому електрод прилипає при зварюванні, розглянемо основні помилки новачків і підкажемо, як запобігти залипанню електроду.
Залипання електродів : причини проблеми
Найчастіше з цією проблемою стикаються зварювальники, що використовують у своїй роботі трансформатори без можливості точно настроїти режим роботи, або новачки, що використовують інвертори. У дорогих моделях сучасних инверторных апаратів є функція, що запобігає залипанню електроду. Але початкуючі зварювальники часто придбавають бюджетні моделі і через відсутність досвіду відразу ж стикаються із залипанням.

Отже, чому прилипає електрод при зварюванні інвертором ? Нижче ми описуємо головні причини.
Причина №1: Підвищена вологість електроду
Поверхня електроду є спеціальною обмазку, яка схильна до накопичення вологи з довкілля. Якщо електроди залишити без упаковки, то з часом вони відволожуються і втрачають свої якісні характеристики, що згодом призводить до залипання.
Причина №2: Погана якість електродів
Передусім, важливий правильний вибір електроду для зварювання інвертором. Багато початкуючих зварювальників економлять на витратних матеріалах, купуючи їх у невідомих кустарних виробників, не здатних підтвердити якість своєї продукції. У таких електродів лише одна чеснота-низька ціна, в іншому ж вони лише ускладнюють роботу зварювальника. Саме низькоякісні електроди можуть бути причиною їх прилипання до металу.
Причина №3: Апарат налагоджений неправильно
Це ще одна з частих причин прилипання електроду. Зварювальник неправильно оцінює товщину деталей, вибирає неправильний діаметр електроду і встановлює на інверторі надмірну або недостатню потужність струму.
Причина №4: Поверхня деталі не підготовлена
Деякі новачки забувають перед проведенням зварювальних робіт очистити поверхню від забруднень і іржі. Через це контакт електроду з поверхнею деталі недостатній і дуга гасне відразу після піджига. У спробі виправити ситуацію зварювальник підпалює дугу знову і знову, намагаючись зварити забруднені деталі. Це призводить до залипання кінчика електроду .
Причина №5: Дуга підпалюється неправильно
Ще одна поширена причина із-за недосвідченості зварювальника. Зварювальник неправильно підпалює дугу методом постукування і занадто довго затримує кінчик електроду на зварюваній поверхні. Метал починає швидко розігріватися і буквально припаювати електрод. Згодом електроди прилипають один за іншим при кожній новій роботі.
Як запобігти прилипанню електроду
Тепер, коли ми з’ясували, чому залипає електрод при зварюванні інвертором, ми розповімо про прості методи запобігання помилкам. Що може зробити кожен зварювальник, щоб не прилипав електрод? Рішення неважко знайти виходячи з суті проблеми.
Рішення №1: Підготуйте електроди і метал
Купуйте електроди в герметичній упаковці від перевірених виробників. Це можуть бути вітчизняні стержні “Ротекс” або європейські “ESAB”. Вони відповідають нормам якості і не повинні прилипати, якщо ви правильно настроюєте апарат і підпалюєте дугу.
Якщо електроди пролежали без упаковки більше8 годин, то їх треба просушити. Це можна зробити в електропечі, з урахуванням температури плавлення електроду. Сам електрод не можна просушувати більше трьох разів, інакше він втратить свої властивості.
Також не забувайте про підготовку металу. Ретельно очистите поверхню деталей від забруднень, іржі і фарби.
Рішення №2: Настройте устаткування правильне
Виставивши правильні налаштування для зварювального інвертора, ви не лише запобіжите залипанню електроду, але і поліпшите якість зварювального шва. Нижче ви можете ознайомитися з рекомендованими параметрами, які слід встановити на своєму апараті.
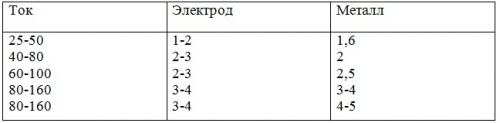
Але врахуйте, що це приблизні значення і треба покладатися не лише на учбові таблиці, але і набувати власного досвіду. Ми рекомендуємо усім новачкам розпочинати з низького значення потужності струму і збільшити її поступово. З часом ви почнете розуміти, які параметри потрібні у кожному окремому випадку.
Рішення №3: Навчитеся правильно підпалювати дугу
Щоб підпалити дугу багато зварювальників використовують метод постукування кінчиком електроду по металу, але ми рекомендуємо не постукувати, а чиркати (по аналогії з сірниками).

Спочатку “вхолосту” потренуйтеся плавно проводити кінцем електроду по поверхні металу. Коли ви навчитеся робити це швидко, то можете приступати до підпалу дуги.
Після підпалу дуги необхідно забезпечити її достатню довжину. Важливо навчитися робити це швидко, інакше електроди залипають і псують усю роботу.
Висновок
Тепер ви знаєте, як правильно варити електрозварюванням, щоб електрод не прилипав до металу і ваші праці не були марні. Коротко резюмуючи, стежите за виставленими параметрами струму на вашому інверторі, не економте на якісних електродах і вчіться правильно підпалювати дугу. Поділіться своїм позитивним досвідом в коментарях, щоб початкуючі зварювальники могли узяти його на озброєння. Бажаємо удачі!