


Інертні гази захищають нероз’ємні з’єднання сталевих сплавів на стадії створення шва. Для кольорових металів оргонно-дугове зварювання TIG – це надійний спосіб з’єднання. Особливо аргонна зварка підходить для таких примхливих матеріалів, як алюміній і тугоплавкий титан.
Особливості та принципи

Технологія зварювання в середовищі аргону поєднала технічні прийоми газової і дугової зварок . Різниця в неучасті аргону в горінні і плавленні . Відсікання атмосферних газів аргоном як зонуючого елемента з ділянки металічногого плавлення, виключає окислення розплаву, горіння в кисневому середовищі, усуває пористість шовних з’єднань.
Аргонна зварка ведеться 4 класичними способами:
- Ручний режим неплавким вольфрамовим електродом з подачею присадного дроту – РАД .
- Автоматизований – пальник подається супортом автоматично до зварних кромок, електрод, що не плавиться – ААД .
- Автоматичне зварювання електродом, що плавиться (дротом) – ААДП .
- Механізоване зварювання плавким електроом – МАДП .
Поверхневе наплавление металевої основи, класифікація:
- Автоматизована наплавка: вольфрамовий електрод і присадка – ААДН .
- Автоматична наплавка плавким електродом – ААДПН .
- Механізована наплавлення плавким електродом – МАДПН .
Вплив чистих газів на TIG, MAG
Інтенсивність процесу, при рафінуванні умов створення шва: глибини, форми, впливу димоутворення, швидкість осадження розплаву, продуктивності регулює штучне захисне середовище. Вплив на дугу різних газів двоякий: вплив носить і позитивний, і негативний характер.
Вплив Аргону на процес (Ar)
Інертність аргону нейтралізує залучення атмосфери в окислювальні процеси . Пригнічує хімічну активність металів. Низька теплопровідність уповільнює теплопередачу навколишньому середовищу.
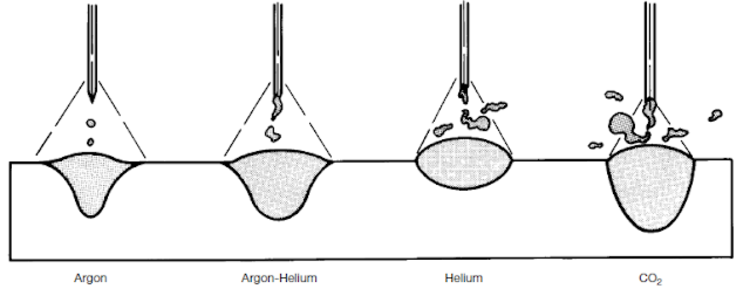
Формується вузьке стовп дуги. Відповідно профіль проникнення V-подібний: глибокий і звужений. Тенденція до опуклості шва і підрізаючи на прикордонних лініях – наслідки обмеження теплопередачі зовнішніх гранях. Витрата аргону при зварюванні 7-8 л / хв.
Вага одноатомного Ar більше, ніж у повітря, це утримує хмара в зоні зварювання. Полярність переважно пряма – на зворотній полярності газ породжує потік струмопровідних електронів на кшталт плазмі. У MAG чистий Ar сприяє струменевому перенесенню металу .
Вплив Гелію на процес (He)
Легкий гелій – повна протилежність ледачому аргону. Профіль проникнення широкий, внаслідок більшого тепловкладення, температура дуги вище при зниженні величини струму. Без високочастотного збудження запалювання дуги утруднено. Успішно застосовується в зварюванні різнорідних металів .
Атомний вагу примушує збільшувати вихідну робочий тиск і витрата He проти Ar в 2,5 рази: до 25 л, крім стельових швів. Вартість неочищеного гелію в 4 рази вище аргону, очищеного – в 8 раз. Електродний матеріал в середовищі чистого He переноситься великими краплями. В суміші гелій і аргон виявляють кращі властивості .
Технологія і обладнання
Технологія зварювального процесу реалізується апаратами Tungsten Inert Gas (TIG) при товщині сполучених металів понад 2 мм, плавким електродом (дротом) в режимі роботи напівавтомата. Або вольфрамовим електродом для тонких матеріалів за участю присадного дроту – РАД зварювання.
Оснащення зварювального поста основним і допоміжним обладнанням:
- Стабілізуючий мережеву енергію пристрій.
- Напівавтомат інверторного типу, трансформатор з інтервалом потужності холостого ходу 60-70 В.
- Силовий контактор подачі напруги.
- Збудник високочастотних імпульсів осцілляторного типу для подолання іонізації і збудження дуги без зіткнення з поверхнею.
- Комплект різнотипних керамічних пальників.
- Вольфрамові електроди або подає присадку механізм.
- Газобалонне обладнання з редукуючими пристроями.
- Засоби індивідуального захисту.
Що таке аргонна зварка з точки зору рекомендацій технології:
- Утримання короткої дуги для утворення вузького шва з глибоким проплавити.
- Прямолінійність подачі пальника вздовж осі шва без поперечних відхилень руху.
- Зовнішня ознака непроплава – опуклість шва переходить в округлість.
- Подача присадочного дроту ведеться назустріч руху пальника рівномірно, під кутом для зручності контролю швообразованія.
- Стикові шви і по відбортовці металів малої товщини ведуть без використання присадки.
Аргонна зварка чутлива до забруднень і оксидних проявів.

Електроди вольфрамові
Переносимість надвисоких температур до 3000 0 С при збереженні форми наконечника і твердості посилюються напиленням оксидами рідкісноземельних металів. Маркування вказує хімічний склад, розмір прутка.
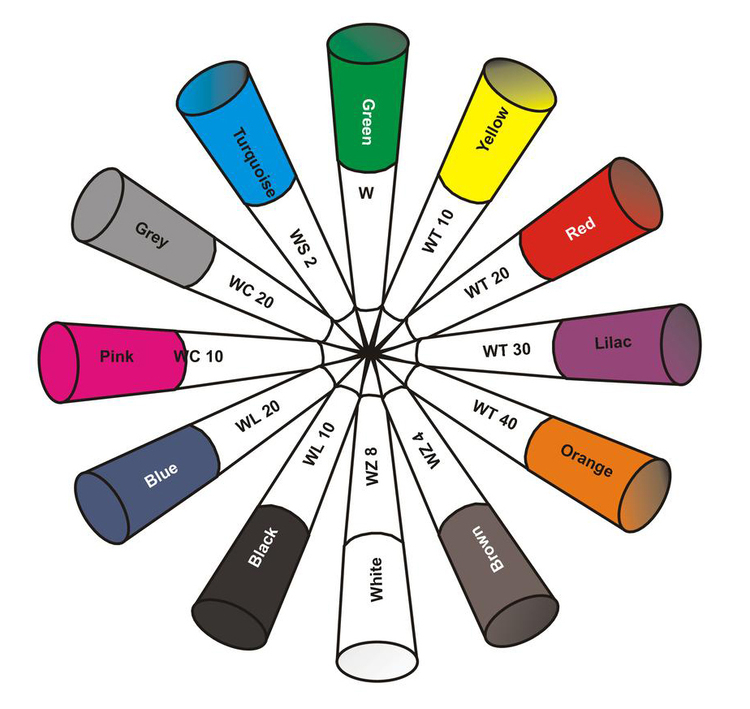
Вироби вітчизняної промисловості не завжди збігаються зі світовими вимогами. Міжнародна символіка стандартизована, узагальнена, включає буквені, цифрові і колірні позначення:
- W – початковий символ маркування, позначає домінуючий метал вольфрам;
- WP – основа без добавок, сигнальний колір зелений;
- Друга літера означає добавку лігатур на 1000 часток основи (0,1%);
- Длінновой розмір електрода (50-175 мм);
- WC – універсальні електроди на обидва види струму;
Призначення добавок:
- Діоксид торію (WТ) – застосовується для кольорових сплавів, нержавіючої сталі, низьколегованими вуглецевими сталями; сама ходова марка списку, характеризується підвищеною міцністю;
- Діоксид ітрію (WY) – максимальні значення сили струму при прямій полярності: титан, мідь, зварювання чорного металу аргоном;
- Оксид цирконію (WZ) – стабільність дуги при змінному струмі: мідь, алюміній, чутливість до чистоти поверхні;
- Оксид лантану (WL) – виступає в двох підкатегоріях з 1,5 і 2% вмісту домішки; міцності стрижня і геометрія заточування зберігаються при високих енерговитратах при змінному та постійному струмі.
Формоутворення електрода
Наплавляючі електроди з домішками рідкісноземельних металів за призначенням і величиною фронту плавлення виготовляються розмірами Ø 1-6,4, мають поліпшенні властивості за показниками:
- токопровідність;
- дугоформуванню і підтримці дуги;
- тугоплавкості;
- збереженню заданої форми.
Конфігурація робочого кінця у вигляді сфери, конуса кутом 15-120 0 впливає на якість з’єднання при зміні товщини деталей:
- тупокутність вигідна на тонколистових заготовках, для товстих незручна;
- гострокутність сприяє збільшенню продуктивності праці;
- найкраща стабільність дуги при 60 0 .
Метод формоутворення важливий: при ручному заточенню, поперечне зняття металу децентралізовує дугу . Інтенсивність провару концентрується по бічних крайках. Центру бракує тепла, рівномірність створення шва порушується.
Типові помилки заточування:
- Зайве гострий кут – активізація плавлення, характерна виключно для зміцнення з’єднання товстостінних деталей.
- Ступінь провару найменша, коли кут в районі 15 0 , гострокутний електрод вигорає швидше.
- Заточка впливає на ширину провару, вихід показника за рамки ширини накладення веде до незапланованій витраті присадки і часу.
- Асиметричність кута заточування, інші дефекти призводять до неконтрольованого зміщення, блукання дуги.

Пальник аргоновий
Пальник утримує W-електрод і є провідником аргону. Сертифікація інструменту ведеться відповідно до ГОСТ. Сопла поділяються за величиною максимального струму і по виду охолодження.
Пальники до 200 А мають повітряне охолодження, цангові патрони розраховані на максимальний Ø 3. Потужні охолоджуються проточною водою. Цанги затискають вставки до Ø 6. Струм досягає 500 А.
Пальник з плавким електродом працює за тим же принципом: дуга подається між виробом і дротом. Відпадає потреба в цанзі. Вузька зона термовпливу, механізація процесу при зварюванні алюмінію і нержавіючої сталі виграшні .

Як вибрати апарат для зварювання аргоном
Підбір інвертора для роботи в середовищі аргону визначають завдання і Матеріал зварювальних одиниць. Базовий елемент вибору – максимальне значення струму . Орієнтир – табличні значення марки, товщини сплаву.
Гнучкість, подстраівоімость інверторів перетворюють установки в універсальне обладнання. Але наявність бажаних функціональних установок спрощує роботу і малодосвідченому зварнику:
- Перемикання з постійного струму на змінний, позначається TIG AC DC, без цієї функції доведеться відмовитися варити алюміній.
- Доповнення до TIG ручного режиму ММА , напівавтоматичного MIG, MAG розширює спектр робіт до нескінченності.
- Осцилятор, що забезпечує безконтактне запалювання дуги за рахунок підняття напруги в 10-30 разів, частоти в 30 тис. Разів.
- Управління наростанням і спадом амперної характеристики.
- Антизалипания електрода і гарячий старт.
Процедури підготовки і проведення робіт
 З стикувальних поверхонь видаляються забруднення, сліди іржі, проводиться знежирення. Алюміній піддається обов’язковій мехобработке по руйнуванню плівки окислів .
З стикувальних поверхонь видаляються забруднення, сліди іржі, проводиться знежирення. Алюміній піддається обов’язковій мехобработке по руйнуванню плівки окислів .
Подача газозахисту налаштовується з попередженням в 10 сек. до запалювання дуги і затримкою відключення газопотоків по завершенні циклу для огорожі шва проти окислювальних реакцій. Електрод утримується поблизу заготовки без контакту. Коротка дуга – запорука якості.
Протягом 10-хвилинних циклів відповідно до паспортної тривалістю навантаження проводяться регламентовані перерви. Сопло ведеться по поздовжній осі шва без поперечних коливань. Завершують шов плавним скиданням струму реостатом для заповнення виїмки кратера зварювальної ванни.
У екіпіровку зварника входять маска зі світлофільтром , що не сковують рухи теплостійкі рукавички , куртка , стійка до прожига бризками, закрите взуття.
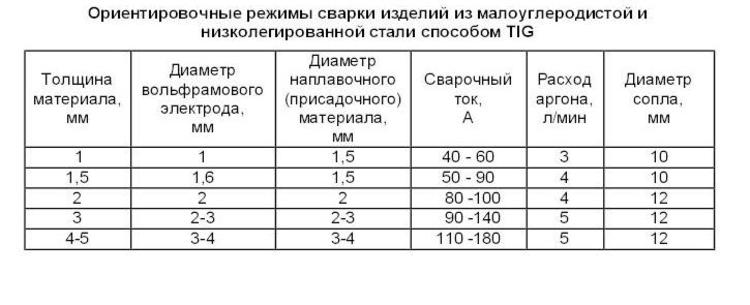
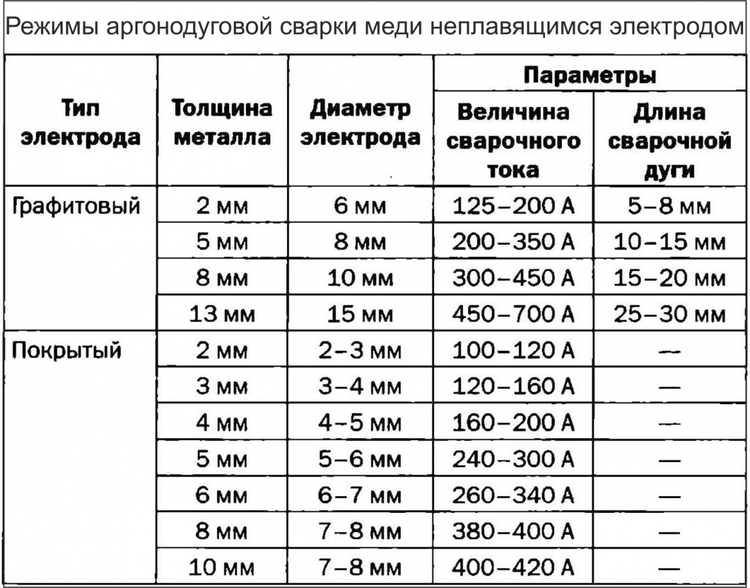
Аргонна зварка – режими
Як варити аргоном новачкові при зварюванні в домашніх умовах, підкажуть довідкові таблиці. Повнота даних допоможе визначитися попередньо з основними настройками, підкоригувати режими.
Залишається простежити, щоб пальник щодо заготовки перебувала під кутом більше 80 0 , наконечник електрода виступав з сопла на 3-5 мм, і утримувати його при порушенні дуги в 2-3 мм над деталлю.
Струмові навантаження визначають:
- діаметр електрода (дроту);
- типи і товщини металу;
- полярність.
Зварювання чорного металу аргоном ведуть з прямою полярністю. Газ подається рівномірним потоком без пульсації.
Особливості розпалювання дуги
Старт розпалювання зі стійким підтриманням горіння полегшений при постійному струмі прямої полярності. Токи високої щільності при мінімальному Амперажі не сприяють перегріву і виходу з ладу електрода.
Зміна полярності чревата зростанням напруги електродуги. Електрод втрачає теплостійкість, а сама дуга стійкість. Позитивний момент зворотної полярності – бомбардування позитивними зарядами частинок аргону руйнує окислення звареної поверхні.
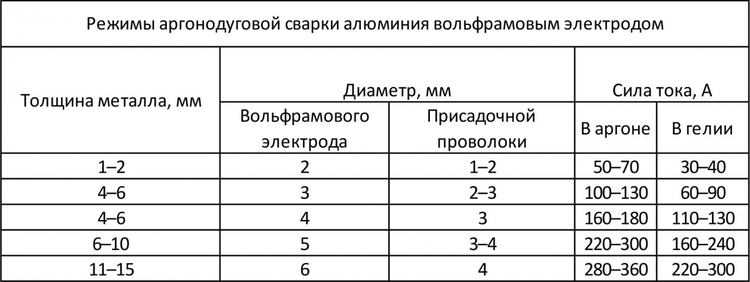
Потік електронів призводить електризуватися газ в стан токопровідної плазми. Для зварювання алюмінію цей аспект важливий. Низька температура плавлення і плинність долаються завдяки більш низьким струмам, ніж при зварюванні сталі.
Аргонна зварка міді ускладнюється необхідністю підігріву, внесення розкислюючих присадок, флюсів для відповідальних з’єднань. З не плавким електродом, застосовується пряма полярність.
Дріт малих діаметрів з раскислителями подається півавтоматом на високій швидкості. Продуктивний режим зі стійкою дугою, належним проваром забезпечується зворотною полярністю.
Плавлення дроту зі збільшенням швидкості подачі з дрібнокрапельного переходить в струменевий вид. Щільність шва задовільна, розбризкування на мінімумі.
Переваги і недоліки аргоно-дугового зварювання
Плюси аргонної зварки:
- Низькотемпературний процес зварювання алюмінію поєднується з інтенсивним прогріванням міді, титану.
- Щільність і атомна вага аргону забезпечують захист при зниженні витрат.
- Допустимість зрощення різних металів.
- Легкість освоєння ремеслом.
мінуси:
- Протяг і витяжна вентиляція збільшують витрату газу.
- Складність обладнання і налаштувань.