


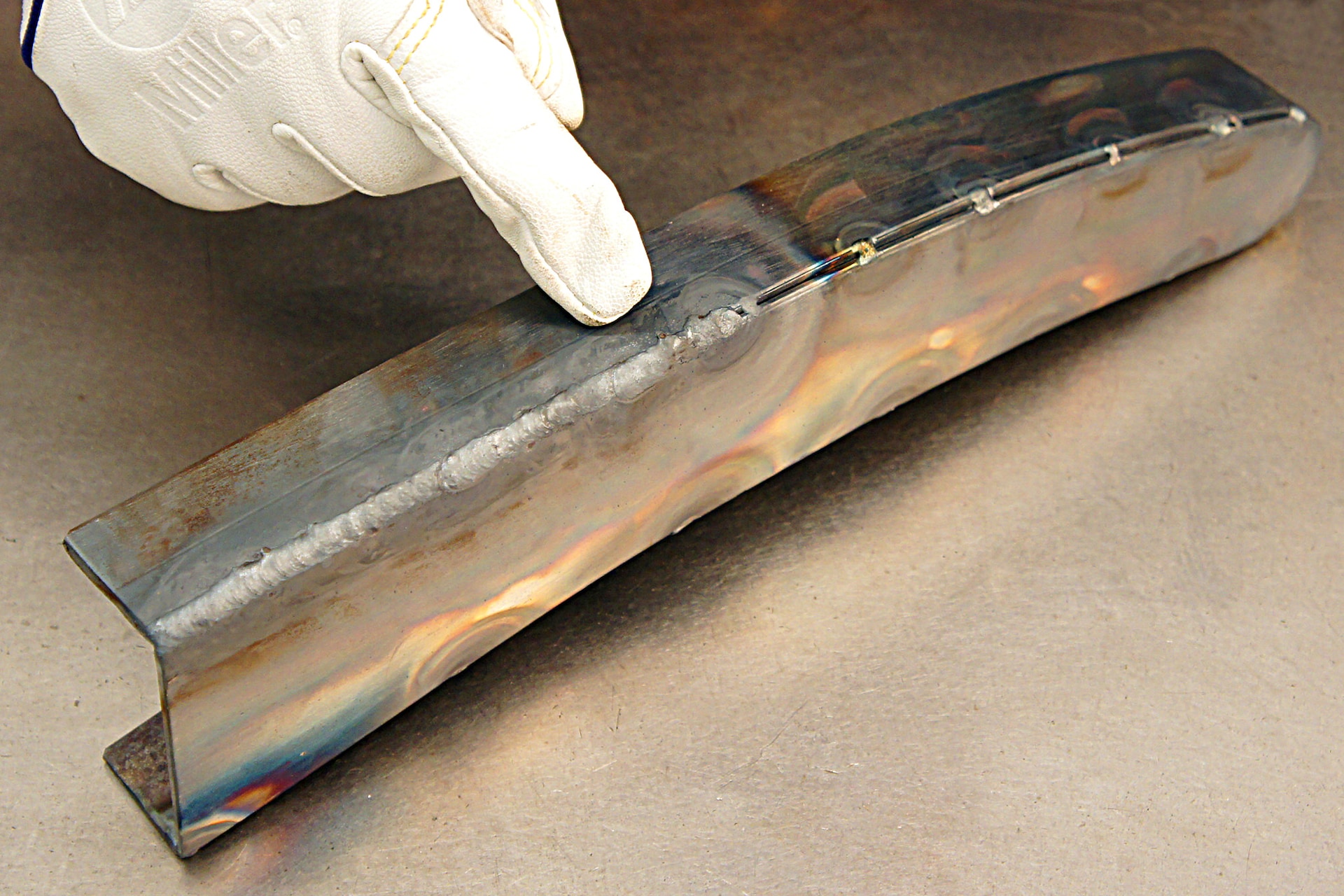
Зварювання ацетиленом є одним із найстаріших способів зробити естетичний та якісний шов. Цим способом можна зварювати абсолютно будь-які чорні та кольорові метали.

Для його використання навіть немає потреби в електриці! Цей досить цікавий спосіб дозволяє з’єднувати метали як однорідні, а й різні.
Ця стаття розповість вам про зварювання ацетиленом, які цей спосіб має переваги, а що можна віднести до недоліків, і що потрібно враховувати для отримання зварювального шва максимальної якості.
Загальна інформація
Ацетиленова зварювання – спосіб обробки металу використовує ацетилен як головний компонент. Отримують газ у процесі додавання води в карбід калію.
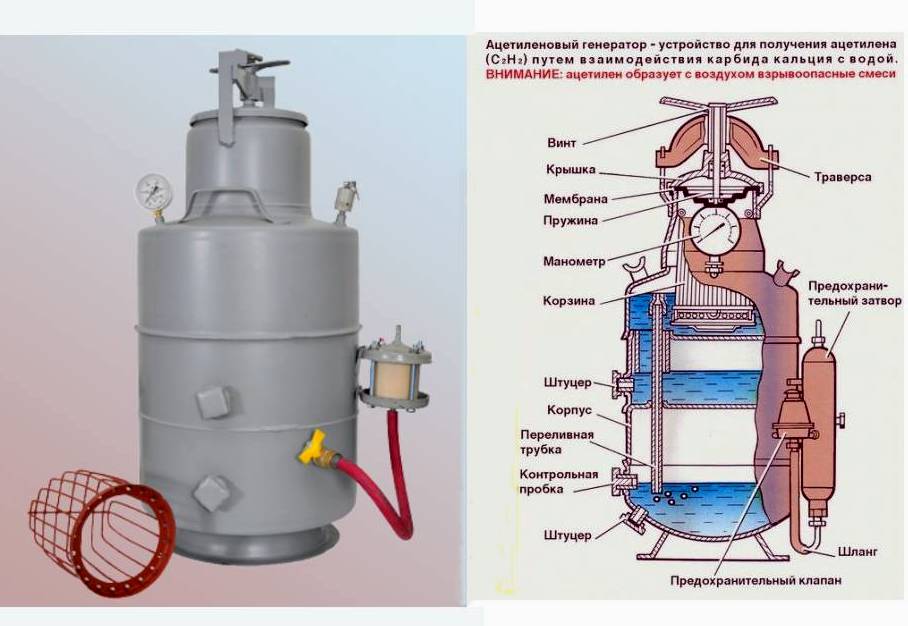
І тому застосовувався спеціалізований генератор, у якому доводилося робити змішування вручну. Крім цього, потрібні були балон з киснем, шланги, пальник. Але це не завадило отримати цей спосіб широкого поширення.
У той же час певні незручності викликали наявність генератора і необхідність перед кожним початком робіт проводити таку трудомістку процедуру, як змішування ацетилену.
Хоча до плюсів можна віднести можливість після закінчення робіт злити воду з генератора, а карбід, що залишився, використовувати ще раз. Згодом ацетилен почали заправляти у спеціальні балони, що позбавило необхідності змішувати всі компоненти в генераторі.
технології
Для початку роботи необхідно включити подачу в пальник ацетилену до появи характерного різкого запаху, після чого газ необхідно підпалити та потроху подавати кисень. При цьому у вас має вийти полум’я синього кольору.

Зазвичай на балони встановлюють редуктори, використовуючи які необхідно відрегулювати тиск ацетилену в межах 2-4 атмосфери, а кисню до двох. Це вважається оптимальним показником.
Використання вищого тиску не рекомендується та ускладнить всю роботу. Для зварювання чорних металів рекомендується використання нейтрального полум’я.
На око від полум’я іншого типу воно відрізняється наявністю поділу на три шари: яскраво-блакитний або зеленуватий внутрішній, блідо-блакитний середній шар та зовнішній. За допомогою ацетилену отримують чотири типи полум’я, але нейтральне полум’я застосовується найчастіше і є універсальним.
Досить складний процес отримання нейтрального полум’я за бажання можете легко знайти в навчальних матеріалах, а в рамках цієї статті докладно не розписуватися. Головне не допустити довгого полум’я, коли кінчик забарвлюється у помаранчевий колір.
Плюс до всього, при неправильному настроюванні полум’я ризикуєте не розплавити метал, а розрізати. Тому при навчанні варто приділити цьому питанню більше уваги.
Гідності й недоліки
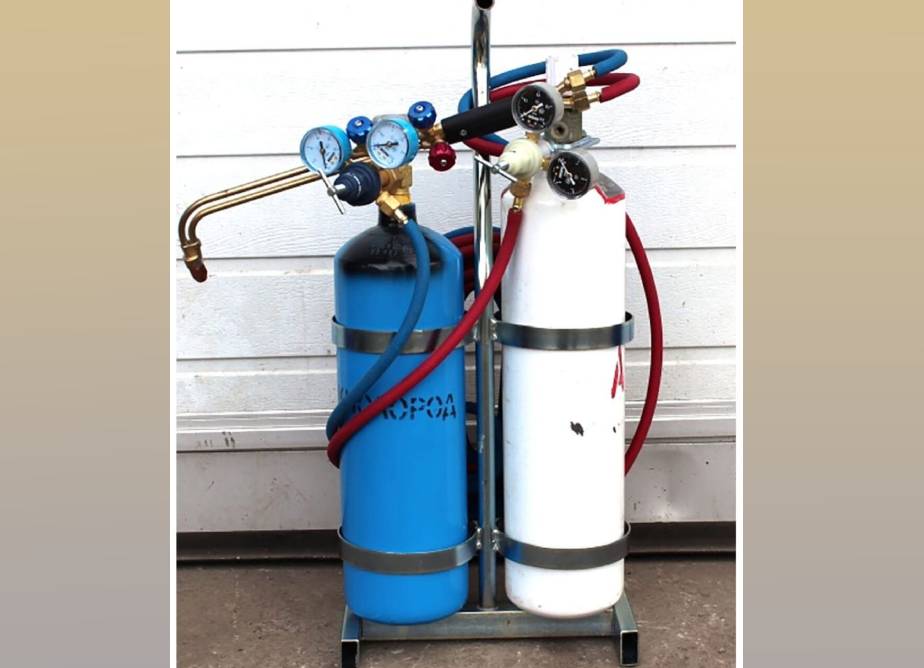
Ацетиленова зварювання має досить вагомі переваги. Для роботи у вас немає потреби в електриці. Все необхідне обладнання укладається у спеціальному візку, що дозволяє його перевозити та працювати у важкодоступних місцях на вулиці.
Можна цілком зручно стежити за ступенем нагрівання ванни, для цього просто змінюється напрям пальника, і температура зміниться. Зміна дистанції між пальником та зварювальною ванною не дозволяє пропалити метал.
Хоча є й недоліки. Зварювання ацетиленом не можна віднести до продуктивних способів, оскільки вона вимагає великих тимчасових витрат і терпіння.
Тому великим підприємствам, які випускають потокову кількість продукції, такий варіант не підходить. Слід враховувати нагрів усієї прилеглої області металу під час зварювання, а не тільки зварювальної ванни.
Це погано позначається на деталі. Також працівник із низькою кваліфікацією з цією роботою не впорається, обов’язково знадобиться професійний зварювальник.
Особливості
Перед початком необхідно обов’язково враховувати всі особливості зварювання ацетиленом. Потрібно знати, що якість зварювального шва має пряму залежність від трьох параметрів: потужність полум’я, кут зварювання та діаметр дроту присадки. Спробуймо розібратися по порядку.

“Враховуючи властивості металу, з яким належить працювати, відбувається вибір потужності полум’я газового пальника. Є одне правило: товста деталь має велику теплопровідність і відповідно плавиться за більшої температури, тому їй потрібно встановлювати потужність полум’я вище.”
І навпаки, для тонких деталей. При цьому необхідно враховувати, що збільшення потужності спричиняє збільшення витрати газу.
Для розрахунку потужності, яка потрібна для роботи, професіонали зазвичай вдаються до допомоги формули, але початківцям це буде досить складним. Тому ми дамо рекомендовані значення потужності, які будуть правильними для будь-якого типу металу.
Відштовхуючись від його товщини, вибирається номер наконечника, який є регулятором потужності. Одиниця виміру – л/год (літри на годину). Далі розглянемо параметр кута нахилу пальника.
Він також має відношення до товщини металу. При величині металу, що зварюється, 1 – 155 мм необхідно відповідно змінювати кут у межах 10 – 80 градусів. Чим товщі метал, тим крутіше кут.
Незалежно від величини, деталь необхідно прогріти, потримавши деякий час пальник над деталлю під кутом 90 градусів. Додатково в процесі зварювання застосовується дріт, що має вплив на якість шва, як потужність і кут нахилу пальника.
Принцип вибору такий самий – діаметр дроту вираховується з параметрів деталі. Щоб дізнатися про розмір необхідного дроту, потрібно товщину деталі розділити навпіл і приплюсувати одиницю.
У такий спосіб і отримаємо необхідний діаметр. На окрему увагу заслуговує спосіб ведення пальника. Їх лише два – на себе та від себе.
У першому випадку спочатку рухається пальник, а дріт необхідно поміщати у зварювальну ванну. Це дозволяє полум’ю рівномірніше прогрівати метал і формується зварювальна ванна.
Пальник потрібно розташовувати під кутом 45 градусів і робити їй кругові або підлоги кругові рухи. При роботі від себе спочатку подається дріт, а за ним пальник.
Найчастіше цей спосіб використовується під час роботи з металом великої товщини. Це дозволяє здійснити нагрівання металу одночасно з плавленням дроту, при цьому розплавлений метал і присадка змішуються і заповнюють зварювальну ванну.
Найскладніше в цьому способі це те, що для отримання максимально якісного шва необхідно домогтися рівномірної суміші. Для цього необхідно контролювати плавлення металу та дроту.
Замість ув’язнення
Якщо брати до уваги якість шва, а не продуктивність, то ацетиленове зварювання можна вважати однією з кращих технологій зварювання, яку також використовують для різання металу. За своєю суттю це один із видів газового зварювання і тому є легкодоступним та простим в експлуатації.
Будь-який спеціалізований магазин надасть можливість легко та недорого придбати газові балони. Для отримання ацетилену більше немає необхідності змішувати карбід з водою, достатньо відкрити балон і почати роботу.
А який у вас досвід роботи з ацетиленовим зварюванням? Поділіться їм у коментарях, можливо новачки знайдуть там щось корисне. І поділіться цією статтею у своїх соцмережах. Нехай робота приносить задоволення!