


Час читання : ≈10 хвилин
Стрічкова пила є нероз’ємним замкнутим виробом, з частими зубами на одній із сторін. Простіше кажучи, це кільце з гнучкого металу, на одній стороні якого є зуби. Стрічкові пили широко застосовуються при конструюванні дерево — і металообробних верстатів.

Якщо є попит на пили подібного типу, означає потрібне і їх попереднє зварювання. У цій статті ми детально розповімо, як виконується зварювання стрічкових пив своїми руками.
Загальна інформація
На перший погляд зварювання і пайка стрічкових пив по дереву або по металу не здається таким вже складним завданням. Робота проста і нехитра. Це дійсно так, але є свої нюанси. Ви повинні враховувати, що стрічкова пила в процесі експлуатації випробовує значні навантаження. Ці навантаження постійно розтягують і згинають пилу. І якщо пила з успіхом справляється, то зварне з’єднання може не витримати цих навантажень. І справа тут тільки в якості робіт. Щоб шов витримав усі навантаження необхідно, щоб він був таким же міцним, як і сама пила.

Як добитися якісного з’єднання? Звичайно, довіривши зварювання спеціальному апарату. Щоб добитися міцного нероз’ємного шва можна використати технологію контактного стикового зварювання. Але при цьому використати спеціальний апарат для зварювання стрічкових пив. Давайте поговоримо про це детальніше.
Вживане устаткування
Існує окрема група зварювальних апаратів для роботи із стрічковими пилами. Вони так і називаються-верстат для зварювання стрічкових пив. Усі вони відрізняються лише мірою автоматизації. Найпростіші бюджетні моделі мають на борту ручне регулювання режиму зварювання і контролю формування шва. А найдорожчі моделі здатні виконувати зварювання в автоматичному режимі без оператора.
Ми розповімо вам про простий апарат для зварювання стрічкових пив по дереву або металу. Він зображений на картинці нижче. Конструкція проста:1-корпус,2-зварювальний трансформатор,3-затискний механізм з електродами,4-кнопка запуску.

Етапи зварювальних робіт
Різання
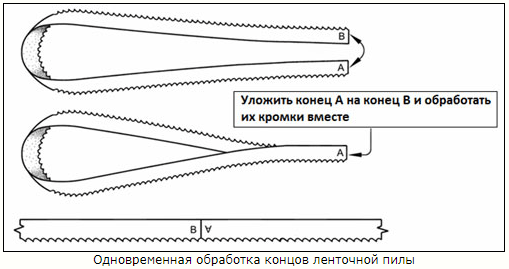
Спершу полотно пили необхідно розрізати на задану довжину. Для різання можна використати різні інструменти. Ми рекомендуємо ножиці гільйотин, оскільки вони дають найбільш рівний зріз. Сам зріз повинен розташовуватися на вершині зубів. Не забувайте залишати приблизно по1-2 міліметри з боку реза на осідання.
Щоб добитися точного зрізу можна використати методику, зображену на картинці нижче. Після такого різання кінці пили будуть рівними і відмінно зістикуються. А це безпосередньо впливає на якість зварного шва.
Зачистка
Після різання кінці пили треба зачистити. Це стандартна підготовка металу під зварювання. Очистьте метал від забруднень і слідів корозії. Потім знежирте будь-яким розчинником. Наприклад, ацетоном. Після чого зачистите кромки за допомогою абразивного матеріалу. Ми використовуємо наждачний папір. Стежте, щоб на кромках не було задирок. У ідеалі вони мають бути гладкими і рівними.
Установка пили в затиски
Вище ми вже могли ознайомитися з компонентами, з яких складається верстат для зварювання стрічкових пив. Ми говорили, що там є затискний механізм. Саме у нього необхідно встановити полотно пили. У затиску є рухлива і нерухома частина. Встановіть один кінець полотна в рухливу, а другий кінець в нерухому. Між затисками є вільний простір. Вам необхідно встановити полотно так, щоб його стики були рівно посередині цього простору. Природно, стик має бути рівним і точним.
Вибір режиму зварювання
Далі необхідно вибрати режим зварювання. Якщо у вас простий зварювальний апарат, то усі параметри треба настроїти вручну. Режим зварювання вибирається виходячи з розмірів пили і її перерізу. Чим переріз більший, тим більше значення зварювального струму. Це загальні рекомендації.
Зазвичай до зварювального апарату додає інструкція, в якій прописані усі режими зварювання залежно від розміру полотна пили. Також звернете увагу на налаштування швидкості подання імпульсів струму. У бюджетних моделей її треба контролювати вручну, інакше метал нагріється занадто сильно. Рекомендований час подання струму-1-2 секунди. У апаратах подорожче цей параметр регулюється автоматично.
Зварювання
Зварювання для стрічкових пив розпочинається з включення верстата. Верстат для зварювання стрічкових пив запускають залежно від моделі. Це може бути окрема кнопка або спеціальне руків’я. Після запуску до кінців пили буде підведений зварювальний струм, який розплавить метал в зоні майбутнього шва. До пили струм підводиться через затиски. Після нагріву стику рухливий затиск треба трохи змістити, щоб сформувався зварний валик. Шов готовий!

Стежте, щоб поверхня електродів була чистою перед зварюванням. Необов’язково вичищати усі електроди, досить лише ту частину, яка контактує з полотном пили. Якщо проігнорувати це правило, з’єднання вийде неякісним. Забруднення порушуватимуть опір ланцюга.
Відпал
Далі слідує відпал. Він потрібний, тому що в результаті зварювання метал стає занадто твердим, через що підвищується його крихкість. Відпал допомагає повернути полотну його початковий стан. Після віджимання метал знову стає пластичним, покращуються його експлуатаційні характеристики.
Щоб виконати відпал не треба діставати полотно із затиску. Просто встановіть інший режим подання струму. Головне-добитися температури нагріву близько600 градусів. У дорогих апаратах є окрема функція відпалу. Але якщо у вас проста бюджетна модель, то необхідно виконати декілька додаткових дій.
Передусім, врахуйте, що окрім нагріву треба і охолоджувати метал. І бажано виконувати ці операції по черзі. Натисніть на кнопку подання струму і утримуйте її, поки на табло не висвітиться температура нагріву. Потім відпустіть і дайте металу остигнути. Щоб полотно остигало рівномірно, можна періодично натискати на кнопку знову, не даючи металу швидко охолоджуватися. Час охолодження займає в середньому5 хвилин.
Якщо на вашому апараті немає табло з індикацією температури нагріву, то можна орієнтуватися на колір металу. Зазвичай полотно придбаває вишневий відтінок, коли досягається необхідна температура нагріву. Не допускайте нагріву металу до помаранчевого або жовтого кольору. Іноді необхідно виконати відпал двічі.
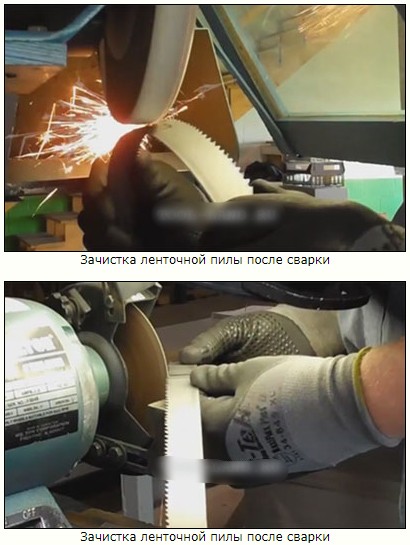
Повторна зачистка
Під час відпалу на полотні можуть утворитися видимі напливи. Їх треба прибрати, виконавши повторну зачистку. Тепер вона потрібна не для технічних, а для естетичних цілей. Заразом можна поправити западини між зубами, надавши їм правильної геометричної форми. Повторну зачистку можна виконати будь-яким інструментом з абразивом. Обробіть метал так, щоб з’єднання практично не було видно.
Контроль якості
Зварювання стрічкових пив своїми руками закінчена. Але за відсутності досвіду у вас напевно будуть видимі дефекти. Так що проведіть візуальний контроль якості. Уважно оглянете шов і переконаєтеся, що нетдефектов. Найпоширеніші дефекти-зміщення кромок, викид розплавленого металу на полотно і непроварення. Кромки зміщуються через недостатню силу струму. Викид розплавленого металу навпаки при занадто великій силі струму. А непровари утворюються із-за малого тиску або маленької сили струму.
Читайте також: Візуально-вимірювальний контроль зварних з’єднань
Також необхідно перевірити, наскільки якісно був виконаний відпал. Для цього зігніть полотно пили в коло. Діаметр кола має бути близько25 сантиметрів. Тепер звернете увагу, яка форма вигину полотна. Якщо форма схожа на круг, то відпал виконаний якісно. Якщо схожа на букву V, то неякісно. Також подивитеся на поведінку шва. Чи не з’являються там тріщини? Якщо тріщини утворилися, означає відпал був занадто короткочасним або охолодження було занадто швидким.