


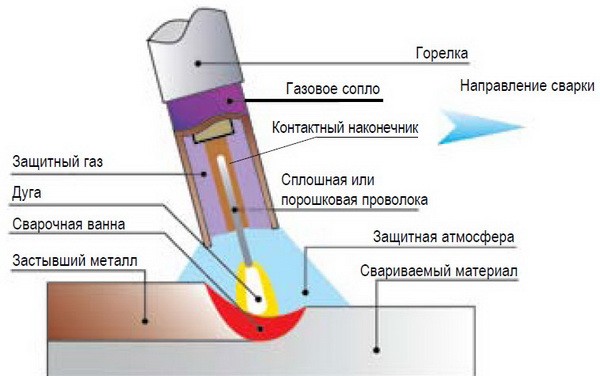
Зварювальний напівавтомат є пристроєм для підтримки робочого зварювального струму, як і звичайним інвертором для ручного дугового зварювання. Зварювання так само виконується вручну, але подання металу електроду здійснюється автоматично. Захист зварного шва здійснюється вуглекислим газом (або інертними газами), що подається в зону дуги з балона. Як варіант-використовується присадний дріт ( порошкова ), що містить комплекс захисних речовин.
Загальний пристрій

Недоліки
Напівавтомат має складніший пристрій, ніж звичайний зварювальний інвертор і придбання цього пристрою обійдеться Вам істотно дорожче. Всякий раз до початку роботи зварювальникові припаде відносно багато часу присвятити підготовці апарату до роботи: встановити котушку з присадним дротом, що відповідає поточному завданню, потім на якомусь “пробному” шві настроїти швидкість подання дроту, підібрати оптимальний струм, подання газу і тільки після цього приступати до роботи. Після закінчення процесу-присвятити немало часу очищенню сопла і наконечника від окалини. Періодична заміна порожнього газового70-ти кілограмового балона (якщо Ви тільки не користуєтеся спеціальним порошковим дротом, який газового захисту не вимагає) теж пов’язана з деякими незручностями.
Переваги
Правильно налагоджений зварювальний напівавтомат упевнено забезпечує стабільне подання присадного дроту, формуючи рівний наплив шва. Навіть некваліфікованому зварювальникові легко вдається підтримувати потрібний дуговий проміжок і візуально контролювати процес. Готовий зварний шов не покритий шаром шлаку, видалення якого іноді буває досить трудомістко. Це прискорює роботу в цілому і підвищує якість і товарний вид виробу. Слід зазначити так само істотно менший викид шкідливих речовин, в порівнянні з ручним дуговим зварюванням. Що знижує вимоги до системи вентиляції.
Висновки можна зробити наступні. Переваги застосування зварювальних напівавтоматів перед ручним дуговим зварюванням очевидні, коли Ви займаєтеся якимсь дрібносерійним виробництвом. І не мають особливого значення і багаті додатковою втратою часу і вкладень, якщо зварювання вам потрібне “раз на півроку на15 хвилин”. Якщо варимо часто і довго-так! Якщо рідко-ммм. вирішувати Вам.
*Обмовлюся: усі міркування автора застосовані до зварювання так званих “легких конструкцій”, дрібного ремонту, авторемонту і так далі. Питань “серйозного промислового виробництва” ми торкатися не будемо.
Трохи теорії. Настроюємо пристрій.
Тут необхідно пояснити, що існує два що принципово відрізняються варіанту зварювання напівавтоматом.
Перший-коли немає необхідності забезпечувати повний провар шва на усю глибину зварюваних кромок. Це завдання, що найчастіше зустрічається, при виробництві різних конструкцій з різних профілів металу (чи листа) з невеликою товщиною стінки (0.8-2.5 мм.), до яких немає особливо строгих вимог по міцності.
В цьому випадку настроюємо напівавтомат так, щоб подання дроту було мінімальне, зварювальний струм-так само мінімальний. Процес підтримки дуги забезпечується повтором короткого замикання. Присадний дріт торкається деталі, її нижня частина (2-3 мм) плавиться, стікає в шов, в місці розриву виникає дуговий проміжок, що підтримує шов в розплавленому стані, потім дріт поступає знову, знову відбувається торкання і усе повторюється. Оскільки усе відбувається досить швидко, процес виглядає безперервним.
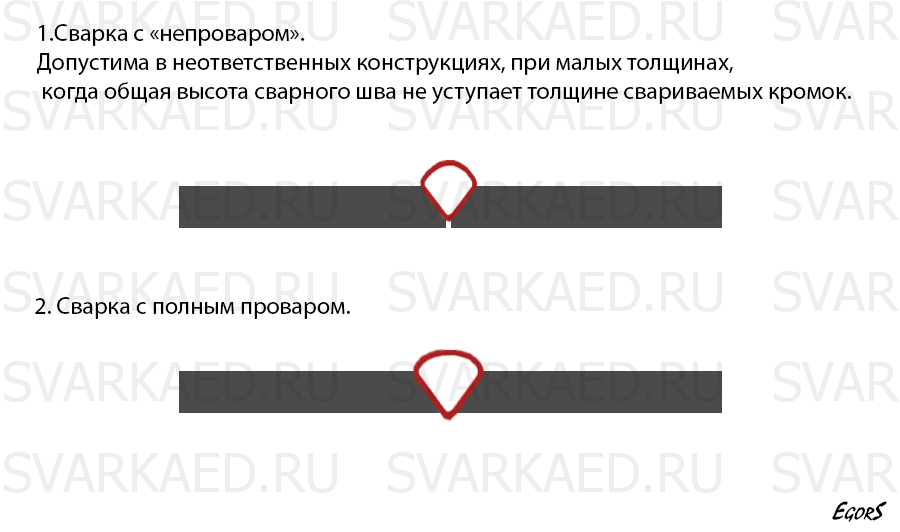
Інший варіант-коли ми хочемо забезпечити повний глибокий провар кромок, що сполучаються, конструкція має підвищені вимоги до міцності, а товщина металу-від3 мм.
Зазвичай цей режим шукають, вибираючи досить великий струм і близьку до максимальної швидкість подання дроту. В цьому випадку дуговий проміжок постійний, зварювальний дріт розплавляється не встигнувши “дійти” до шва. В цьому випадку від зварювальника потрібно кваліфікація дещо вищий. А так само грамотний попередній розрахунок зварювання усієї конструкції. Треба дуже добре продумати первинні прихватки і послідовність накладення зварних швів. А так само їх оптимальну довжину.
Трохи зупинимося і на цьому. Працюючи зварювальним напівавтоматом оператор іноді заспокоєний стабільною течією процесу, захоплюється і може, забувши про теплові д
еформації, зіпсувати усю конструкцію. Тому накладати занадто довгі шви (у кожному випадку довжина визначається досвідченим шляхом) не рекомендується. Краще через певні проміжки накладати пунктирні шви, а потім, давши їм остигнути-перекрити ці проміжки наступним зварним швом.
На закінчення
Згадаємо ще про один спосіб зварювання напівавтоматом. Саме його дуже широко застосовують “автобляхарі”, міняючи навісні деталі автомобілів. Це імітація за допомогою нашого напівавтомата точок ” контактного зварювання “. Коли нам необхідно приварити листовий метал до деякої конструкції негерметичний, то немає необхідності проварювати лист по периметру або робити прихватки “середини листа” до конструкції по “внутрішньому куту” або вибортовувати лист і проварювати кромку. Набагато технологичнее посверлить наш лист в деяких місцях (чи просікти спеціальним інструментом) а потім, поєднавши деталі, направити напівавтомат в цей отвір. Вийде дуже естетична зварна точка, що нагадує або заклепку або точку контактного зварювання.