


Контактне точкове зварювання – один з найпопулярніших методів зварювання. Він дозволяє швидко і якісно з’єднати тонкі метали. У цій статті ми розповімо, що таке точкове зварювання, яка технологія контактного точкового зварювання і які дефекти можуть вийти, якщо виконати зварювання неправильно.

Загальна інформація
Точкове контактне зварювання – це один з різновидів контактного зварювання. Окрім точкового є ще стикове, шовне і інші типи контактного зварювання, але саме точкове отримало найбільше поширення, так що про нього і поговоримо в цій статті. Точкове контактне зварювання застосовується у багатьох сферах: від будівництва до авіабудування. Так, наприклад, при конструюванні сучасних лайнерів на корпусі розташовуються мільйони точок, що утворюють міцний шов .
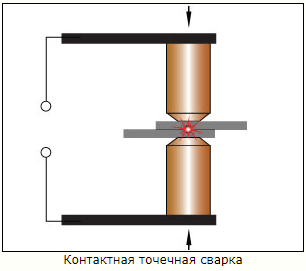
Принцип роботи простий: за допомогою електричного розряду метал нагрівається в певній точці до температури свого плавлення. Одночасно з цим дві деталі притискаються один до одного з певною силою. Під дією температури і механічного навантаження деталі з’єднуються між собою. Утворюється дуже естетичний і надійний шов.
Багатоточкове зварювання відрізняється від інших видів контактного зварювання деякими особливостями. Передусім, точковий метод дозволяє істотно скоротити час зварювання (одна “точка” шва формується за частку секунди), при цьому в роботі використовують великі значення зварювального струму (більше 1000 ампер), також встановлюють маленьку напругу (не більше 10 ватів), зона плавлення невелика (від декількох мм до 1-2 сантиметрів), використовується значне механічне навантаження, яке може доходити до декількох сотень кілограм.
![]()
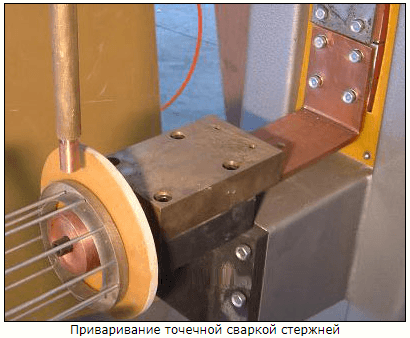
У більшості випадків точкове зварювання застосовується, коли треба внахлест з’єднати тонкий листовий метал або стержневі матеріали. Точкове зварювання здатне з’єднати метал завтовшки від 1 міліметра до 3 сантиметрів, але такі показники надмірні і на практиці вам не доведеться зварювати деталі товще 5-7 міліметрів. З цієї причини точкове зварювання чудово підходить для кузовних робіт.
Точкове зварювання – достоїнства і недоліки
Велика популярність точкового зварювання своїми руками обумовлюється безліччю достоїнств. Для роботи вам не потрібні електроди, дріт, флюси і так далі. А це економить не лише час, але і фінанси. Також деформація металу незначна і те лише в місцях “точок”, апаратом для точкового зварювання дуже зручно працювати, з цим завданням впорається навіть новачок. Сам шов виходить дуже акуратним, робочий процес дешевший за аналоги, його можна легко автоматизувати. Саме багатоточкове зварювання здатне виконувати величезний об’єм роботи, формуючи до декількох сотень зварних “точок” в хвилину.
Недоліки незначні і їх трохи. Шви, виконані методом точкового зварювання, не мають такої хорошої герметичності, як з’єднання, виконані за допомогою електродів, наприклад. Також в зоні формування “точки” може бути надмірна напруга, за цим треба стежити.
Технологія зварювання
Технологія контактного точкового зварювання складається з трьох етапів, які ми детально опишемо. Спочатку деталі готують (про це ми поговоримо далі детальніше). Потім деталі розташовуються під жалом зварювального апарату і піддаються стискуванню, у результаті поверхня металу деформується, утворюється невелике поглиблення-точка. Потім подається електричний струм, метал нагрівається, плавиться і в “точці” утворюється так зване рідке ядро. Поступово струм проникає через усе ядро, і воно збільшується в розмірах. “Точка” стає частиною зварного шва. А завдяки попередній деформації деталей метал не розбризкується при плавленні і шов виходить акуратним, його не треба зачищати.
Потім подання струму призупиняється, метал охолоджується і кристалізується. Рідке ядро стає литим. Але є нюанс: при охолодженні ядро може дещо зменшитися в розмірі і утворюється залишкова напруга. Воно небажане, з ним можна боротися різними методами. Ми рекомендуємо перед завершенням процесу зварювання притиснути деталі посильніше один до одного, щоб як слід їх прожарити і зробити шов одноріднішим. У іншому точкове зварювання своїми руками дуже просте і не вимагає від зварювальника високої кваліфікації.
Підготовка металу
Точкове зварювання своїми руками, як і будь-який інший метод зварювання, вимагає попередньої підготовки металу. Для цього треба зачистити місця майбутнього шва від забруднень, корозії і окисної плівки (якщо є). Якщо цього не зробити, то потужність буде загублена при зварюванні і збільшиться міра зносу зварювального апарату. Щоб зачистити метал використайте метод піскоструминного очищення, болгарку з металевою щіткою або наждачкой. Також можна деталь невеликого розміру труїти в спеціальному розчині.
Окремо звернете увагу на підготовку алюмінію і його сплавів. На поверхні цього металу є товста оксидна плівка, яка перешкоджає повного прогріванню і провару деталі. Так що ретельно видалите її перед початком робіт. Це особливо важливо, якщо має відбутися зварювання особливо важливих конструкцій.
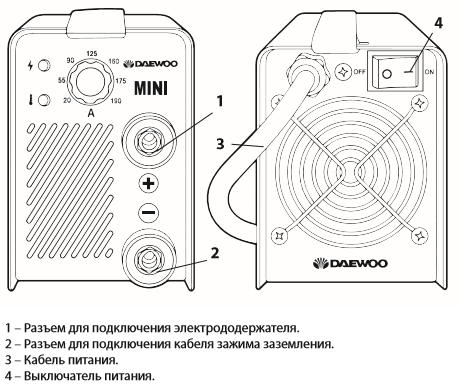
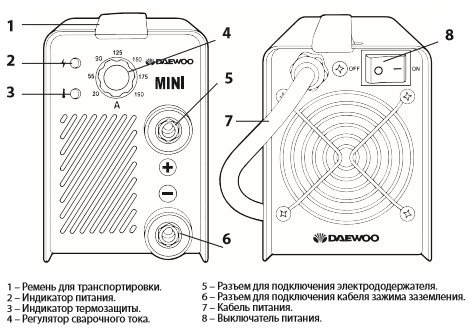
Устаткування для зварювання
Для точковоеп зварювання своїми руками вам знадобиться устаткування. Можна використати апарат, працюючий на постійному або змінному струмі, апарат конденсаторного типу або устаткування, працююче на низькій частоті. Усі ці типи відрізняються силовим електричним контуром і формою зварювального струму. Також у кожного типу є свої плюси і мінуси, не слухайте тих, хто говорить вам про перевагу того або іншого устаткування. Ми у своїй практиці використовуємо апарат, працюючий на змінному струмі, це найпоширеніший варіант. Ви можете вибрати і інший тип устаткування.
Можливі дефекти зварювання
При належному досвіді і наявності знань в голові точкове контактне зварювання не повинне вийти поганим. Тим більше, воно не таке складне і її основам можна досить швидко навчитися. Але якщо були допущені помилки або роботу доручили недосвідченому майстрові, то можливі різні дефекти. При цьому вони утворюються не в місці точок, а по основному металу.
Дефекти можуть бути різних типів. Частенько лите ядро виходить занадто великим або маленьким, або ж воно зміщується убік від центру стику. Також відстані між точками бувають занадто великими і шов виходить не суцільним. Іноді під час роботи новачки можуть неправильно настроїти апарат, що призводить до надмірної деформації металу.
Але найнебезпечніший дефект-це не проварене лите ядро або зовсім його відсутність. Така деталь, звичайно, зможе витримати невеликі навантаження, але незабаром просто зламається в місці стику. При цьому дефект може виявитися за самих незвичайних умов, наприклад, при перепадах температур (деталь винесли з теплого цеху взимку на вулицю).
Якщо припустилася помилки, але деталь не зламалася, то не думайте, що вам повезло. Швидше за все, в місці непроварення або будь-якого іншого типу дефектів вже почала утворюватися корозія. Так що руйнування деталі-ця лише справа часу.
Щоб виконати зварювання правильно, дотримуйтеся наших рекомендацій: точка повинна розташовуватися посередині стику, лите ядро не має бути занадто великим або занадто маленьким, не має бути пористим і не повинно містити шлакових включень, немає тріщин, немає занадто великої напруги в зоні зварювання. Не поспішайте, більше практикуйтеся. Тільки з досвідом ви зможете зрозуміти усі особливості точкового зварювання.
Висновок
Контактне зварювання – дуже зручна технологія. Вона не вимагає застосування дроту і флюсу, також існує ручне і автоматичне контактне зварювання, ви можете вибрати устаткування для своїх потреб і бюджету. Залишайте коментарі, діліться статтею в соціальних мережах. Бажаємо удачі!