


Під час зварювання, як і за інших процесів, має значення як кінцевий результат, а й особливості, які впливають якість.
У цій ситуації аналогом якості є зварювальний шов, оскільки від нього залежатиме міцність та довговічність усієї конструкції.
Щоб зробити зварювання, фахівцю потрібні не тільки деталі гарної якості, а й спеціальне обладнання, а також досвід. Для накопичення останнього потрібно постійно тренуватися та навчатися.
Організувати собі практику потрібно самостійно, а ось теоретичну частину можна дізнатися у цій статті. У цій статті дуже детально розказано, які є зварні шви і які нюанси слід врахувати, щоб зробити роботу якісно.
Основна інформація
Перед тим як дізнатися, які зварювальні шви, необхідно зрозуміти, що таке властивості злиття зварювальних швів. Властивості — це характеристики, які мають шви. Від них залежить їхня якість.
“До властивостей також можна віднести, міцність, в’язкість, звуження та подовження. Однак, яким чином визначити характеристики з’єднання зварювання?”
Вони залежатимуть від того, яким методом було виконано зварювання, матеріал і комплектуючі, а також інші фактори. Наприклад, перевтома фахівця.
Плюс до всього необхідно знати ступінь навантаження, яке може витримати шов. Зараз щодо цього є велика кількість думок.
Кожен фахівець вважає, що правда саме на його боці. Проте з упевненістю можна стверджувати лише одне: точної відповіді ніхто не може дати. Для кожного матеріалу існують свої властивості, оскільки різні види швів мають різні рівні міцності.
Різновиди швів
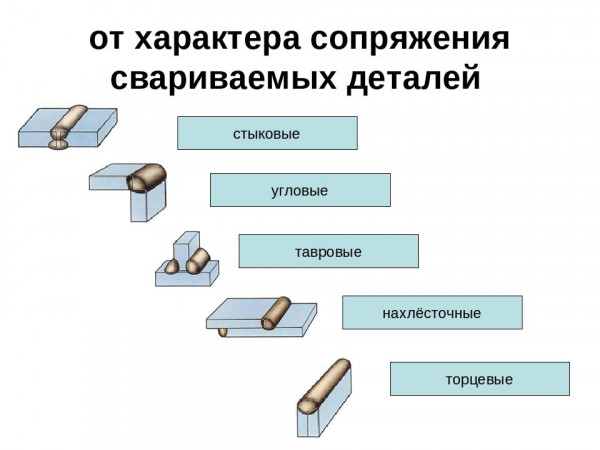
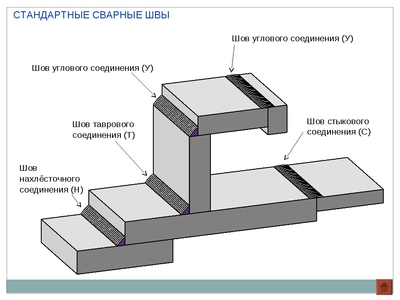
Існує кілька основних зварних швів:
- тавровий;
- стиковий;
- кутовий;
- внахлест.
У цій статті детально описано кожну з них.
Особливості
Усі шви мають свої нюанси, які необхідно враховувати. По-перше, це з’єднання. Воно може бути виступаючою, увігнутою або плоскою. Яку з трьох вибрати буде залежати від кінцевих цілей.
Наприклад, виступаючий або опуклий шов використовують під час зварювання металевих деталей, які мають високі вимоги до навантаження. Увігнуті шви легко можуть витримати різні перепади при навантаженні.
Однак найчастіше зустрічаються плоскі шви, оскільки вони є основними і їх можна використовувати для багатьох зварювальних робіт.
Крім того, шви можуть бути протяжними або уривчастими. Протяжні, їх прийнято називати “суцільні” — здійснюються без перерв. А переривчасті з перервами.
Найчастіше для виконання великої кількості робіт цілком вистачить переривчастих швів та з’єднань. Суцільні, своєю чергою, використовують під час зварювання щільних металевих деталей.
Найефективніший і найнадійніший метод здійснити поєднання переривчастого виду – контактне зварювання. При її виконанні використовують дискові електроди, що крутяться. У домашніх умовах цей спосіб зварювання не принесе користі, а ось на підприємствах він безцінний.

За допомогою цього виду зварювання можна за невеликий період часу зробити багато роботи таким чином, щоб якість при цьому не страждала і була високою.
Ще існує роликове зварювання, використовуючи яке можна зробити суцільний шов високої якості. На виході зварювальний шов має гарну міцність, герметичність та довговічність.
Найчастіше роликове зварювання буде корисним при здійсненні промислового зварювання. Наприклад, для модулів та труб, які повинні мати хорошу герметичність.
Що стосується шарів, то зварні з’єднання поділяються на одношарові та двошарові. У ситуації, коли шов виконаний безперервно, його називають одношаровим.
У ситуації, коли метал занадто товстий або в результаті стик повинен бути дуже міцним, використовують двошаровий метод. У другий випадок шов робиться з кількома перервами. Один шар накладають на інший.
Не можна категорично стверджувати, який метод шва краще використовувати. Все залежить від того, який очікується результат.
Таким чином, знаючи теорію, нікого не повинно здивувати, що шви найчастіше мають різну просторову орієнтацію. На неї також впливатимуть конкретні завдання. Шов може бути нижнім або верхнім. Також вони можуть бути горизонтальними чи вертикальними.

Під час зварювання вертикального виду шва електрод необхідно переміщати знизу догори. Є велика кількість траєкторій, якими можна вести електрод. У цій статті не буде про них детально написано. Проте фахівці радять новачкам використати метод “півмісяць”.
Фахівці під час роботи переміщають електрод “ялинкою”. Для того, щоб метал не стікав, необхідно встановити невелику потужність на агрегаті. Це дозволить контролювати швидкість, при якій плавитиметься метал.
У ситуації, коли потрібно запаяти нижній шов, необхідно вести дугу 45 градусів. Це дасть змогу отримати відмінний результат.
Також фахівці радять застосовувати метод асиметричного “човника” в тому випадку, якщо потрібно провести зварювання в тому місці, куди важко дістатися.
Зварювання верхнього шва – нелегке, оскільки метал швидко стікає вниз через тяжіння. Фахівці не радять робити стельовий шов початківцям. Однак якщо все-таки вирішили застосувати саме його, слід застосовувати коротку дугу і маленьку потужність струму.
“Від просторової орієнтації залежить положення, в якому пересуватиметься електрод. Для реалізації багатьох робіт, таких як зварювання горизонтальних, верхніх та вертикальних швів, необхідно тримати електрод таким чином, щоб кут був попереду.”
При зварюванні стикових, а також кутових швів потрібно спрямувати стрижень назад. При запаюванні важкодоступних місць необхідно витримувати прямий кут.
Нюанси

Різновиди зварних з’єднань мають значення, але без правильно зроблених заключних робіт шов зможе мати хорошу якість.
Завершальні роботи мають таке ж велике значення, як і підготовчі, тому не варто їх нехтувати. Дотримуючись рекомендацій, наведених у цій статті, будь-який бажаючий зможе покращити якість своєї роботи.
Як у досвідчених фахівців, так і у новачків при зварюванні з’являється шлак. Це норма. Однак слід ретельно стежити, щоб шлак не провалився всередину шва.
В іншому випадку це погано позначиться на результаті. Можна застосувати флюс, проте якщо такої можливості немає, після закінчення зварювальних робіт потрібно зачистити шви. У цій статті детально розказано, як це зробити.

У ситуації, коли шов робиться з перервами, проводити зачистку потрібно після кожного разу. Для цього можна скористатися будь-яким способом. Проте є універсальний.
Для початку необхідно прибрати за допомогою молотка залишки шлаку та зашліфувати шов за допомогою металевої щітки. Це можна зробити вручну.
Після цього рекомендується зробити ручне зачищення, скориставшись металевим колом. У ситуації, коли шов дуже великий, його потрібно зашліфувати на спеціальному верстаті.
Після цього зварний шов необхідно добре відполірувати. Можна скористатися шліфувальною машиною, змінивши коло з металу на шліфувальний. Такий спосіб допоможе значно заощадити час.
Замість ув’язнення
https://www.youtube.com/watch?v=2D7eNpTCMnc
Нюанси та види зварних швів регулярно видозмінюються завдяки швидкому прогресу. Методи зварювання систематично покращуються. На прилавках з’являються не лише вдосконалені матеріали, а й види зварювання металевих виробів.
“Не варто використовувати тільки застарілі звичні способи. Слід вчитися і новому. Це дасть змогу підвищити професіоналізм. У статті детально розказано про те, які на сьогоднішній день існують шви і як їх проводити”.
Також рекомендується ознайомитися з нормативними документами для того, щоб бути в курсі того, яким критеріям повинні відповідати шви при зварюванні. Це дуже важливо для тих, хто хоче працювати на підприємстві, а також вміло виконувати зварювальні роботи вдома.
Метод шва для виробу грає таку ж першорядну роль, як і вміння фахівця та якість використовуваного матеріалу. Нехай щастить у роботі!