


До початку проведення зварювання завжди приділяють досить багато часу на підготовчі операції. Такими є зачищення поверхонь виробів, які мають бути з’єднані. При роботі з трубами також виконують їх зачистку перед зварюванням.
Підготовчі роботи
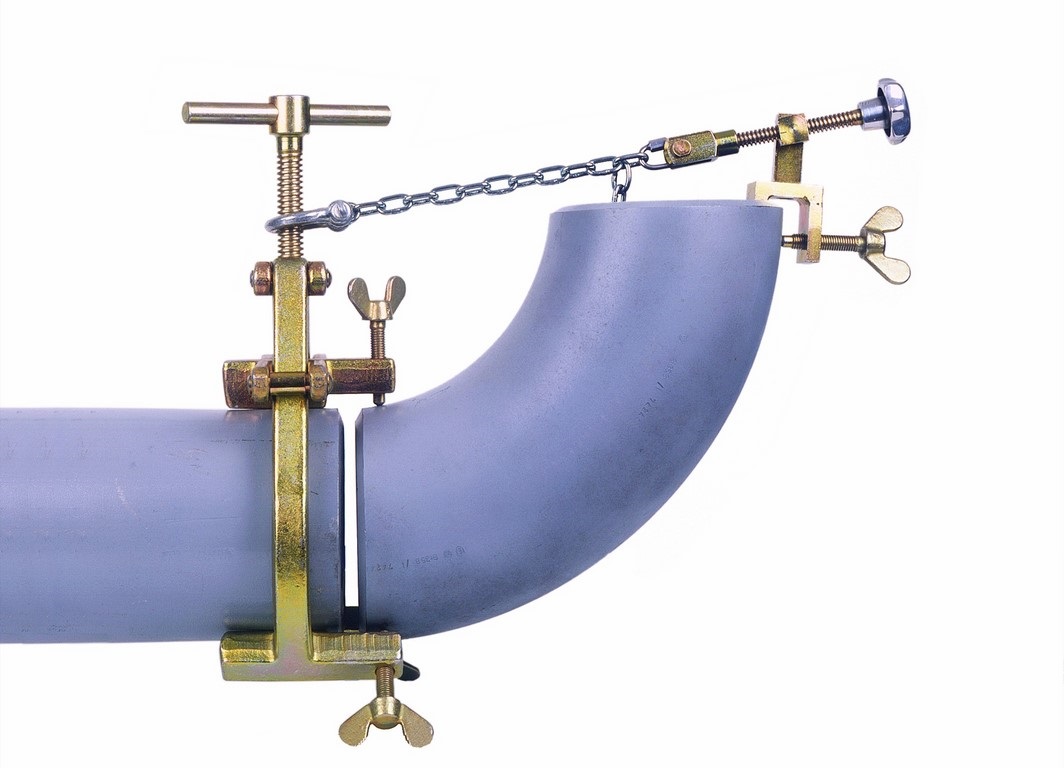
“У рамках підготовчих робіт очищають поверхню виробів від іржі, можливих слідів фарби, окалин та ін. Очищення виконують механічним способом вдаючись до ручної зачистки або шліфувальної машинки. Коли заготовки порізані на необхідні ділянки та очищені, до поведінки зварювання деталі стикують і фіксують. може застосовуватися точкове з’єднання зварюванням (зване прихватки).”
Особливу увагу у рамках підготовчих робіт приділяють заземленню зварювального обладнання. Перевіряють його працездатність, відсутність пошкоджень кабелів.
Як тільки ви зробили всі підготовчі роботи, вибирають один із трьох способів зварювання. Виконання робіт можливе при горизонтальному положенні труб для зварювання. У такому випадку становище електрода допускається відхилення електрода на 10 °. Також можливе зварювання труб, що знаходяться у вертикальному положенні. У такому разі відхилення електрода може коливатися не більше 45°. Також є метод зварювання під кутом 45°. Тут положення залежить від розташування труби в просторі.і.
Як ми вже позначили, вибір способу проведення зварювальних робіт залежить від положення труби та можливості його змінити. Виконання робіт у тому чи іншому положенні залежить від того, наскільки великий розмір труби.
Важливою є товщина труби, адже якщо вона становить 12 мм, накладають три шари швів. Витримуючи при цьому розміри кожного шару не більше 4 мм у висоту. Також витримують і ширину шва, яка не повинна бути більшою за три діаметри електрода.
Що стосується варіантів зварювання, то це можна робити, повертаючи трубу і не повертаючи. Якщо допускається можливість повороту труби, робота значно спрощується. Адже в такому випадку вам не потрібно вести вертикальний або стельовий шов. Якщо ж труба залишається зафіксованою, цей метод називається зварювання неповоротних стиків труб.
Горизонтальний метод зварювання неповоротних стиків
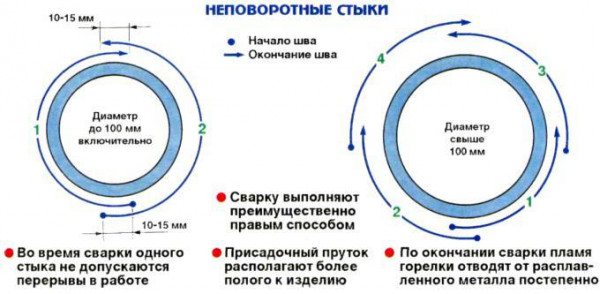
Відмінною особливістю зварювання неповоротних стиків горизонтально є відсутність необхідності проводити обробку кромок. Однак через те, що ця операція сприяє з’єднанню, допускають обробку в межах 10°. Якщо питання стоїть як, то обробка кромок на допомогу. При накладанні швів їх намагаються виконувати не широкими.
Перший шар варять четвіркою на напрузі близько 160-180А. Щодо формування шва, то відбувається це методом зворотно-поступальних рухів. Результатом стає ниткоподібний шов у формі валика, який виступає на півтора міліметри. Після того, як виконаний перший шов, приступають до його зачистки. Після цього накладають наступний шар. Наступний шов має перекривати попередній.

Слід врахувати напрямок швів при пошаровому наварюванні. Якщо шви перших двох шарів односпрямовані, то наступні чергують у напрямках. Починаючи з третьої кулі збільшують силу струму до 300А, а також підбирають під такий струм електрод. Найчастіше це п’ятірка. Після другого шару шви накладають швидше, положення електрода, при цьому, або під 90°, або у варіанті виконання кутом назад.
Останній четвертий шар повторює третій, разом із напрямком. Електрод нахиляють до поверхні труби на 80°, хоча допускається і 90°.
Коли виконується зварювання горизонтальним методом, шви накладаються куля за кулею. Наварювання зварних швів шарами застосовується на трубах великого діаметра та за інших положень. Зазвичай кількість таких кульок від трьох і більше.
Перші шари накладають, використовуючи поступальні рухи електрода, щоб одержати валик. Щодо напрямів, то перші два накладають в одному напрямку, а далі чергують. Звичайно це залежить від розміру труби. Якщо це діаметр більше 20 см, шви розбирають на ділянки. Довжина однієї ділянки близько 15 см.
“Вертикальний метод зварювання неповоротних стиків”
У разі застосування вертикального методу, він схожий на горизонтальний. Найбільшою відмінністю є кут, під яким виробляють зварювання.

Існують такі рекомендації, які дотримуються в рамках технологічного процесу:
- Перший шов проварюють у два проходи. Коли накладають другий шар у формі валика, то буквально проплавляють попередній шар. У такий спосіб значно покращується якість зварного з’єднання у першій кулі. Приділяють чимало уваги велич зазору між стиками труб. Його величина звичайно залежить від товщини стінок труби, що зварюється. Також керуються підбором сили струму, її значення збільшується з товщиною труби.
- Застосовують досить велику швидкість зварювання, коли накладають шов на кромки. Положення електрода вибирають 90° або в положенні кутом назад.
- Ділянки швів накладаються одна на одну внахлест, тим самим утворюють свого роду замки. Розмір зсуву таких замків становить близько 0.5-1.0 див. Проте величина замку підбирається з розмірів самої труби.
- Перші шари формують шляхом наплавлення валика, наступні шари вирівнюють площину.
Зварювання неповоротних стиків під кутом 45°
Слід зазначити, що це метод є непростим. Він безперечно вимагає досвіду виконання робіт у різних просторових положеннях. Оскільки шви формують під різними кутами. Для можливості проводити зварювальні роботи за таким методом виконавець безумовно потребує практики.
Особливо високі вимоги до якості таких зварних швів висувають під час роботи з герметичними трубопроводами. Формування шва вимагатиме від вас не тільки змінювати напрямок зварювання, а й підбирати кут нахилу електрода. Все це призводить до додаткових маніпуляцій.
Використовуючи метод зварювання під кутом обов’язково враховують розміри та діаметр труб, з якими має бути робота.
Нижче наведено деякі рекомендації при виконанні робіт із трубами різних діаметрів:
- Зварювання 20 сантиметрових та більше труб (використовують для газотранспортних систем), обов’язково виконують у кілька куль. У процесі зварювання рекомендується формувати ділянки, після чого провертати трубу та продовжувати зварювання
- Якщо роботи з невеликими в діаметрі трубами, ділянки зварювання ділять на сегменти. В основному, це 4 сегменти. Після цього приступають до зварювання сегментів по черзі. У цьому випадку дотримуються накладання швів із замками. Напрямок зварювання за сегментами протилежний назустріч один одному. Один сегмент варіть в один бік, другий сегмент зварюєте назустріч вже накладеним швом. Після того, як на перших двох сегментах виконані шви, трубу провертають на половину обороту її кола.
- Якщо має працювати з тубами великих розмірів, зварні шви також поділяють на сегменти. Довжина ділянок виконаних швів становить близько 15 см і не більше 30 см. Тим самим кількість сегментів може бути більшою.
- Великими діаметрами вважаються труби розміром понад 500 мм.